Tag Result
#ESG

我們提供最適合您需求的高精度溫度控制系統
更創新了智慧控制與設備,邁向#工業智慧化4.0
同時也堅持友善地球#ESG永續經營,與您一起保護地球!哈伯給您最佳溫度‧最高關懷,HIG是我們經營的三大理念。
高精度控制 High Accuracy
創新溫度控制技術
高精度±0.01K溫控
智能智慧 Intelligent Control
智能遠端設定及操作
能源、狀態監控系統
環保節能 Green Cooler
低冷媒使用環境保護
高效率馬達節省耗能
歡迎與我們聯繫或前往官網查看更多產品哦! https://www.habor.com/


碳排放在極地地區所引發的溫室效應,對於北極熊棲息地造成嚴重破壞且面臨絕種的危機,全球暖化已經讓地球發燒了!要如何針對碳排放量進行改善,將是企業對大自然最真實回饋。哈伯新推出HIG DC變頻冷卻機,呼應目前最新環保新概念,不僅是智慧模式與高精密度控制,在「環保節能」也是首屈一指。讓我們告訴您為什麼:1. 低冷媒有效率的降低GWP值,將冷媒使用率降低30%以上。2. 使用高效能(IE3以上)馬達降低耗能及碳排放量。DC變頻冷卻機給予工具機最佳溫度,同時還能跟上大時代環保節能的潮流! 快跟上哈伯走向永續,守護北極熊! https://www.habor.com/

這時就需要一台冷卻機來幫你控制溫度啦!
那該怎麼選擇呢?
近十幾年來,我們不斷的研發與創新,
從初代的「ON-OFF控制」-將溫度維持在±1K,
到後來的「PID控制」及最新主打的「變頻控制」-能把範圍縮至±0.01K。
* 既然±0.01K範圍都一樣,不是多此一舉嗎?
No No 我們先把一台冷卻機想像是一個人,
如何讓體內血液(機台的油或水)不斷的輸送?
這就需要一顆強而有力的心臟,那就是我們的壓縮機啦~前兩代我們使用的是定頻式,而三代則是採取變頻壓縮機。
* 為什麼是DC變頻冷卻機呢?
首先是我們的溫度控制從±1K提升至±0.01K
壓縮機從定頻到變頻
負載率從一開始使用就維持高消耗率到最新的隨著負載增加而提高消耗率
哈伯的變頻冷卻機絕對能讓您的工具機錦上添花!
歡迎前往官網查看更多資訊👉 https://www.habor.com/搜尋 🔎 @haborcooler加入《HABOR哈伯》LINE好友 了解更多😆 https://page.line.me/haborcooler
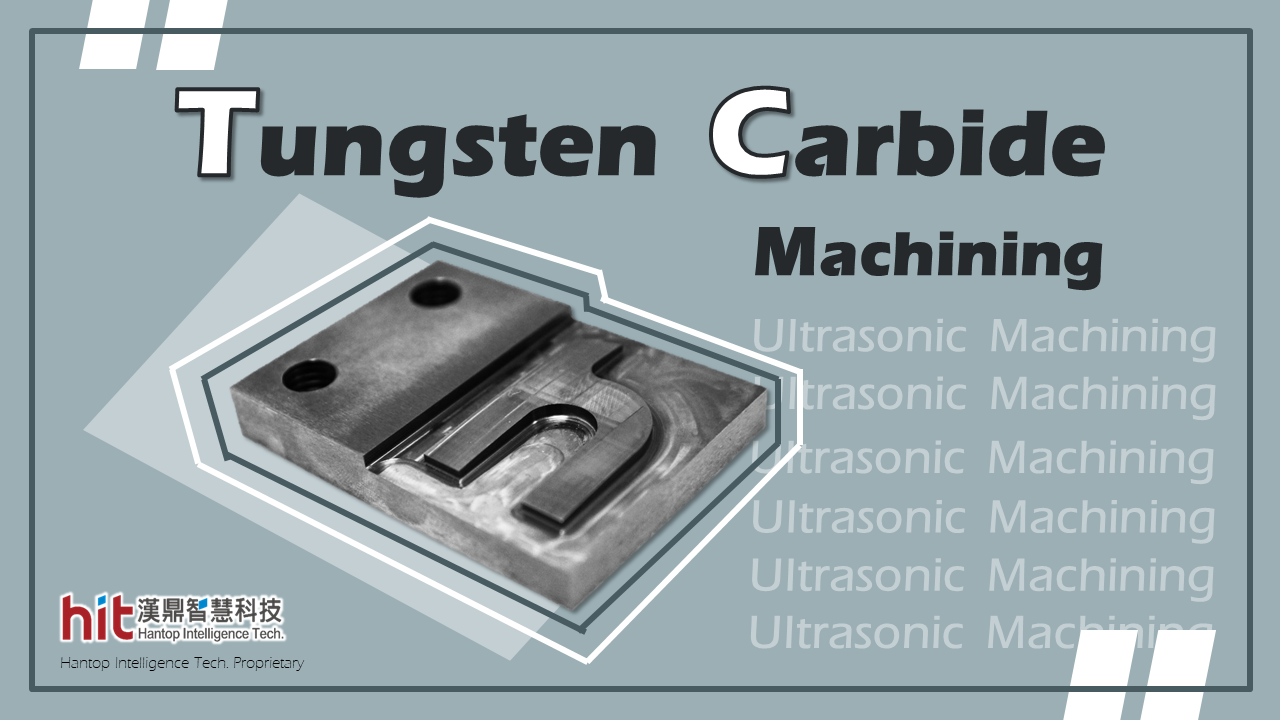
關於鎢鋼材料 圖1. 鎢鋼材料塊材示意圖鎢鋼(Tungsten Carbide),主要由碳化鎢(WC)及鈷(Co)所構成的硬質合金。鎢鋼可以說是最硬、最耐磨的金屬之一,其硬度及密度約為鋼鐵(steel)的二至三倍。鎢鋼具有高硬度、耐磨耗、耐熱及耐腐蝕等優良性能,尤其是它的高硬度和耐磨耗。鎢鋼的莫氏硬度約為8.5~9,且鎢鋼的材料特性使它即使處在高溫險峻的環境下,材料也不易氧化變質。鎢鋼材料的高硬度及耐熱性使其被廣泛應用在許多產業,例如金屬加工、鎢鋼模具、採礦業的磨耗零件、金屬成形刀具、鋸片的切割刀片、電子產業等。其中鎢鋼在精密機械產業應用在許多產品,最常被用作切削刀具的材料;另外,高硬度、耐磨耗的材料特性也讓鎢鋼經常被用來製作適用於高速高溫環境下的高性能磨耗零件。 如何加工鎢鋼? 由於高硬度的材料特性,基本上鎢鋼難以使用傳統的車床、銑床或鑽孔加工。雖然還是可以使用一些特殊刀具,包括PCD 、CBN 以及陶瓷刀具,但是這些切削刀具通常很快就會產生嚴重磨耗,而失去其銳利度。圖2. 金屬材料研磨加工過程一般而言,會使用鑽石磨棒來進行鎢鋼的研磨加工,或是使用放電加工(EDM)的方式來加工鎢鋼材料。雖然鎢鋼可以使用上述這些工法來做加工,但實際上,在這些鎢鋼加工的過程中,一直以來都面臨到效率與工件品質的挑戰。 鎢鋼加工困難點 鎢鋼加工:工件品質與刀具壽命的挑戰鎢鋼的高硬度特性使其極度難以加工。具備高硬度的材料通常也較脆,因此鎢鋼的硬脆性使其在加工過程中,容易產生脆裂、崩裂。一般來說,難以使用傳統的加工手法來加工鎢鋼材料。雖然可以使用一些特殊的刀具,如PCD 、CBN 以及陶瓷刀具來進行鎢鋼加工,但這些刀具很容易就因為磨耗而變鈍。圖3. 工業用鎢鋼切削刀具 鎢鋼加工:加工效率的挑戰在進行鎢鋼加工時,控制好刀具的震動以及切削力是非常重要的。由於鎢鋼具有高密度及硬脆特性,若沒有控制好刀具的震動及切削力,工件很容易產生細微裂痕或碎片。因此,鎢鋼加工的過程通常極為費時,充滿挑戰。 漢鼎超音波加工能為鎢鋼加工帶來哪些助益呢? 圖4. 漢鼎超音波應用於鎢鋼加工過程漢鼎的超音波輔助加工技術提供刀具一個高頻率,每秒超過20,000次的縱向微振動。這樣子的機制可有效降低切削力,並且幫助排屑過程更順暢。圖5. 漢鼎超音波加工技術帶來高頻縱向振動輔助排屑過程降低切削力不僅能減少刀具和工件之間的摩擦,還能有機會提升進給率。如此一來,大幅提升了工件的品質以及刀具壽命的穩定性;進給率的提高也進而節省了加工時間,有效提升加工效率。圖6. 漢鼎超音波加工技術幫助降低切削力, 帶來更穩定的刀具壽命排屑過程變得順暢能同時減少過量的切屑在刀具和工件上產生摩擦。漢鼎超音波輔助加工帶來的高頻率微振動,能更容易斷屑,並降低纏屑發生的情況。這也為工件品質及刀具壽命的穩定性帶來很大的助益。了解更多漢鼎超音波加工技術 漢鼎成功案例分享:鎢鋼加工 鎢鋼:開槽擺線加工圖7. 鎢鋼開槽擺線銑削工件使用漢鼎的HSKE40超音波刀把,超音波的高頻率微振動,在加工時,刀具振動反覆提刀的瞬間,有助於切削液流入,除了提升冷卻效果,也幫助更容易排除切屑,以及在高溫切削下鑽石碳化後的碳粉。圖8. 漢鼎超音波輔助加工模組應用於碳化鎢-鎢鋼開槽擺線加工, 在相同切削條件下, 相較無超音波, 有效改善溝槽表粗, 且表面平整無缺陷在相同切削條件下,使用漢鼎超音波,有效降低溝槽表面粗糙度近2倍,且表面平整無明顯刀痕或坑洞刮痕缺陷。圖9. 漢鼎超音波輔助加工模組應用於碳化鎢-鎢鋼開槽擺線加工, 改善磨棒積屑與積碳問題, 幫助降低切削阻力, 減少刀具磨耗, 並提升材料移除量使用漢鼎超音波輔助擺線加工,改善磨棒積屑與積碳問題,可減少加工時刀具與工件之間的摩擦力,有效降低切削阻力,達到刀具壽命的延長,同時提升2倍以上的材料移除量。這個特徵被廣泛應用在光電產業,特別是用作鎢鋼精密光學模具。了解更多鎢鋼開槽擺線銑削加工案例 鎢鋼:螺牙孔與外形研磨加工圖10. 鎢鋼螺牙孔與外形研磨加工漢鼎在一塊50x70x10mm的鎢鋼塊材上進行螺牙孔(M10x1.5P)以及外形研磨(h形狀)的加工。使用漢鼎的HSKA63超音波刀把,並整合中心出水、自動換刀及CNC自動化系統。相較於傳統放電加工須耗費超過12小時,漢鼎僅花不到5個小時完成整個加工過程。這個特徵被廣泛應用在精密機械產業與電子產業,特別是用作鎢鋼精密模具及沖棒。了解更多鎢鋼螺牙孔與外形研磨加工案例 鎢鋼加工常見問題 Q1 如何確定一般用來加工鎢鋼的刀具是否適用於漢鼎超音波加工模組系統呢?A1 漢鼎超音波加工模組能根據客戶端適用的刀具,自動掃描到刀具適用的頻率(標準頻率範圍20 – 32kHz)。系統也可以依據客戶端使用的特殊刀具,針對掃頻範圍作適當的調整。多年來,已獲得大多數客戶端實際的加工應用驗證,一般加工廠常用的刀具皆適用漢鼎超音波加工模組系統。圖11. 漢鼎超音波加工驅動模組了解更多漢鼎超音波加工模組Q2 欲使用漢鼎超音波加工模組系統進行鎢鋼加工時,如何適當地調整進給率及超音波振幅等加工參數呢?A2 漢鼎擁有堅強的研發與技術團隊,期望提供客戶所需服務,並幫助客戶克服加工鎢鋼時的痛點。針對技術服務,其中包括提供優化後的加工參數及其他相關服務,來確保客戶端在使用漢鼎超音波輔助加工產品時,能獲得最佳的使用體驗。讓客戶了解到,這不僅僅是購買一項產品,更重要的是合作間知識、技術的交流。圖12. 漢鼎超音波加工刀把改善加工效率、工件品質及刀具壽命:歡迎聯絡我們

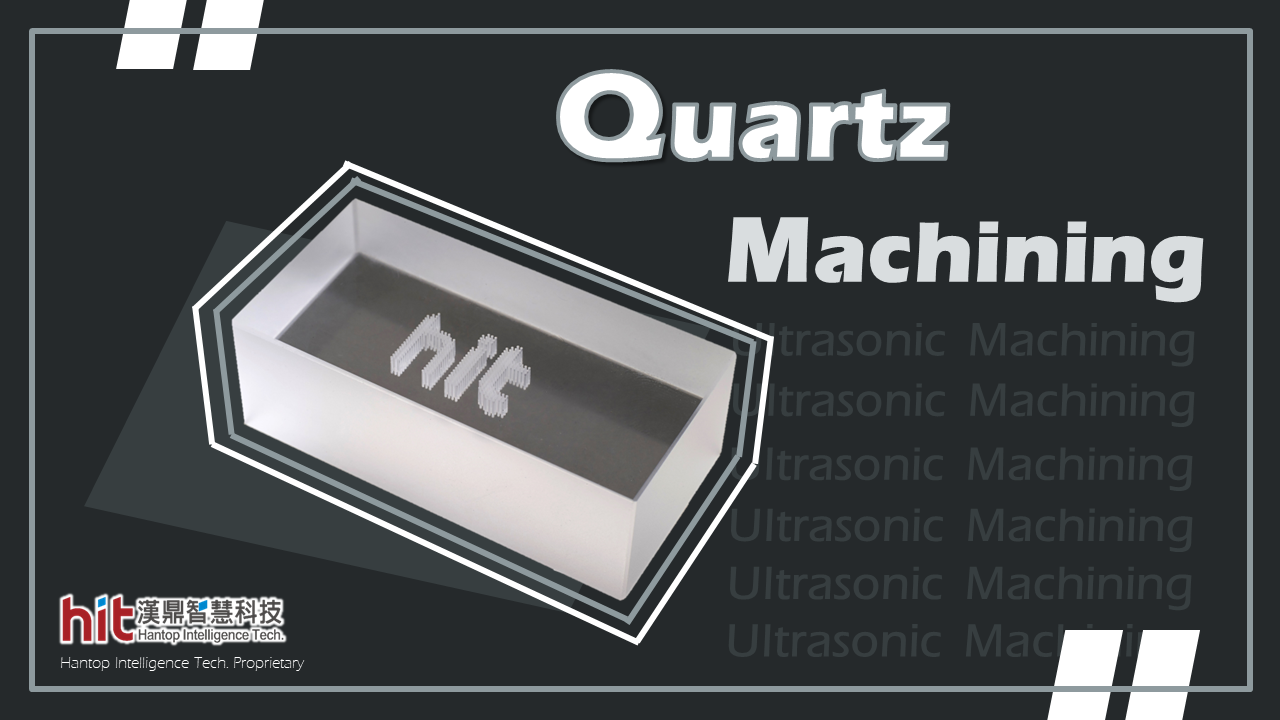
石英玻璃的材料特性與常見應用 材料特性石英玻璃(Quartz glass),如同名字一般,是一種成分只含二氧化矽(SiO2)的特種玻璃,經常也被稱作熔融石英(fused quartz)。由於石英玻璃熱膨脹係數小,耐高溫,即便處在溫度劇烈變化的環境下,仍能維持其材料的穩定性。且石英玻璃的化學特性極其安定,是良好的耐酸材料,即使是濃度極高的酸性化學藥物,也不易受到侵蝕。石英玻璃抗壓強度高,但同時也因此具備了高硬度、易脆等特性。常見應用由於石英玻璃具備良好的光穿透特性,不僅限於可視光,從紫外線到紅外線範圍的波長光,都能表現出很好的穿透性。這樣的特性使得石英玻璃在光學產業中,作為光學陀螺儀、稜鏡、鏡片等的理想材料。另外,石英玻璃的耐熱、耐酸、抗壓等優良特性,也讓它廣泛地被應用在半導體產業的許多製程中,像是清洗時用的石英清洗槽、擴散時用的石英擴散管、固定用的石英環,以及石英坩堝等。圖1. 放置矽晶圓片的塑膠製晶舟 (石英晶舟也適用) 如何加工石英玻璃? 銑削圖2. 工業材料銑削加工過程可以使用專門設計來加工陶瓷等,硬脆度類似石英玻璃的高精度CNC銑削加工機來加工石英玻璃。雖然石英玻璃也是一種硬脆材料,但是相對來說較容易加工。切割圖3. 使用高壓水刀切割工業材料由於石英玻璃硬脆的特性,需要使用鑽石切割刀具,且須使用優化後的加工參數來做加工。較常見的石英玻璃切割刀具,包括鑽石線和線鋸、切鋸、二氧化碳雷射器,以及水刀等。鑽孔圖4. 在銑床進行工業材料鑽孔加工石英玻璃也可以使用鍍鑽鑽頭或鍍鑽刀具做鑽孔加工。為了預防刀具磨耗過快,必須在加工過程中,使用適當的冷卻機制。 石英玻璃加工困難點 石英玻璃加工:工件品質的挑戰圖5. 次表面裂紋的產生是石英玻璃加工的一大加工痛點 (示意圖)雖然石英玻璃的抗壓強度高,它還是一種非常硬脆的材料。表面即使只是小小的瑕疵,也可能會對整體材料強度造成嚴重的影響。尤其在石英玻璃的鑽孔加工,若切削力沒有做適當控制,很容易產生嚴重的次表面裂紋(sub-surface damage)。另外,在加工石英玻璃時,通常會產生大量粉塵,容易填塞住鍍鑽刀具。這不僅會影響刀具壽命的穩定性,也會嚴重地破壞工件鑽孔的品質。 石英玻璃加工:加工效率的挑戰圖6. 為維持好的工件品質, 有時難以兼顧加工效率雖然石英玻璃相對有較良好的加工性質,但它的硬脆性仍為加工帶來莫大的挑戰。在加工石英玻璃時,針對切削力的控制非常重要。過度的切削力容易造成材料的碎裂,而產生崩裂邊(edge-cracks),因此經常導致加工過程較為費時。 漢鼎超音波加工能為石英玻璃加工帶來哪些助益呢? 漢鼎的超音波輔助加工技術提供刀具一個高頻率,且每秒超過20,000次的縱向微振動。這樣的機制可有效降低切削力,並且幫助排屑過程更順暢。圖7. 漢鼎超音波加工技術帶來高頻縱向振動輔助排屑過程降低切削力不僅能減少刀具和工件之間的摩擦,還能有機會提升進給率。如此一來,大幅提升了工件的品質以及刀具壽命的穩定性;進給率的提高也進而節省了加工時間,有效提升加工效率。圖8. 漢鼎超音波加工技術幫助降低切削力, 帶來更穩定的刀具壽命排屑過程變得順暢能同時減少過量的切屑在刀具和工件上產生摩擦。漢鼎超音波輔助加工帶來的高頻率微振動,能更容易排除切屑,並降低刀具填塞發生的情況。這也為工件品質及刀具壽命的穩定性帶來很大的助益。圖9. 漢鼎超音波加工技術在石英微鑽孔與深鑽孔加工都得到絕佳的結果這項技術在於微鑽孔以及深鑽孔加工佔有強大的優勢,特別是針對硬脆性的先進材料,包括工業陶瓷、石英玻璃、超合金等。超音波的高頻率微振動能夠穩定控制切削力,大幅降低次表面裂紋的發生機率。透過有效提升加工效率、加強刀具壽命的穩定性,以及產出更高品質的工件,超音波輔助加工技術提供了一個改善加工過程的解決方案。了解更多漢鼎超音波加工技術 漢鼎成功案例分享:石英玻璃加工 石英玻璃:微流道擺線磨削加工圖10. 石英玻璃微流道擺線磨削加工工件原製程須使用#200、#400、#800磨棒從粗加工到精加工,搭配漢鼎超音波,僅使用#800磨棒即可達到客戶品質要求,減少加工道次,幫助提升整體製程加工效率。圖11. 漢鼎超音波輔助石英玻璃微流道擺線加工, 大幅減小脆裂邊, 僅使用#800磨棒加工即可達到客戶品質要求使用漢鼎超音波輔助擺線加工,高頻率微振動幫助降低切削阻力,(相同加工參數配置)在使用#400磨棒加工下,相較無超音波,最大脆裂邊尺寸可減小1倍;相同加工參數配置)在使用#800磨棒加工下,無超音波在加工第一槽時,刀具斷刀,無法完成加工,而搭配漢鼎超音波,脆裂邊可進一步再減小,最大脆裂邊尺寸最多可減小2倍。圖12. 漢鼎超音波輔助石英玻璃微流道擺線加工, 幫助降低切削阻力, 改善磨棒積屑問題, 有效降低刀具磨耗使用漢鼎超音波輔助擺線加工,高頻振動下,加工時,刀具反覆提刀,使切削液更容易流入,幫助排屑,刀具不易積屑;除了降低刀具磨耗之外,也減少與工件的摩擦,有效控制並降低切削阻力。在相同參數配置的無超音波加工下,刀具連續接觸工件,不易排屑,且容易出現材料回填的狀況,造成磨棒嚴重積屑,切削力減弱,加工時刀具擠壓材料,導致切削阻力增加,不僅影響工件品質,刀具也會嚴重磨耗。了解更多石英玻璃微流道擺線磨削加工案例石英玻璃:微鑽孔加工圖13. 石英玻璃微鑽孔加工工件漢鼎在一塊60x30x20mm的石英玻璃工件上,進行Φ0.3x5.4mm的微鑽孔加工。使用漢鼎的HSKE40超音波刀把,並整合中心出水、自動換刀及CNC自動化系統。漢鼎完成共300孔的微鑽孔加工,每孔加工時間約在40秒以內。就加工效率而言,漢鼎超音波加工的結果勝過刀具商以及客戶端提供的數據資料。在工件品質上,也維持優良的精度重複性,且孔壁並無顯著脆裂邊或次表面裂紋。圖14. 石英玻璃微鑽孔超音波輔助加工過程這個特徵被廣泛應用在半導體產業及光學產業,特別用作石英板、石英環、石英基板的透鏡板等。了解更多石英玻璃微鑽孔加工案例 石英玻璃:深鑽孔加工圖15. 石英玻璃深鑽孔加工工件漢鼎在一塊100x100x30mm的石英玻璃工件上,進行Φ3x65mm的深鑽孔加工。使用漢鼎的HSKA63超音波刀把,並整合中心出水、自動換刀及CNC自動化系統。漢鼎成功將材料移除率(Material Removal Rate,MRR)從原本的65.54 mm3/min,提升至533.64 mm3/min。整體加工效率提升超過85%,總加工時間從原本的26分44秒,降低至3分17秒。除了加工效率的改善外,工件品質也合乎客戶標準。圖16. 石英玻璃深鑽孔超音波輔助加工過程這個特徵被廣泛應用在光學產業以及國防航太產業,特別是用作石英鏡片、石英反射器鏡片、陀螺儀石英鏡片等。了解更多石英玻璃深鑽孔加工案例 石英玻璃加工常見問題 Q1 加工石英玻璃時,通常會有大量粉塵的產生。積累的粉塵可能會填塞住鑽石刀具上顆粒的隙縫,而嚴重影響刀具壽命及工件品質。漢鼎的超音波加工技術會如何處理這樣的問題呢?A1 漢鼎超音波輔助加工技術提供刀具一個高頻率,且每秒超過20,000次的縱向微振動。這樣的機制可有效降低切削力,且漢鼎標配的高壓中心出水(70bar)能幫助排屑過程更順暢。漢鼎超音波的高頻率微振動可以更容易排出切屑,降低刀具填塞發生率,有效穩定刀具壽命。圖17. 漢鼎超音波加工驅動模組了解更多漢鼎超音波加工模組Q2 欲使用漢鼎超音波加工模組系統進行石英玻璃加工時,如何適當地調整進給率及超音波振幅等加工參數呢?A2 漢鼎擁有堅強的研發與技術團隊,期望提供客戶所需服務,並幫助客戶克服加工石英玻璃時的痛點。針對技術服務,其中包括提供優化後的加工參數及其他相關服務,來確保客戶端在使用漢鼎超音波輔助加工產品時,能獲得最佳的使用體驗。讓客戶了解到,這不僅僅是購買一項產品,更重要的是合作間知識、技術的交流。圖18. 漢鼎超音波加工刀把改善加工效率、工件品質及刀具壽命:歡迎聯絡我們
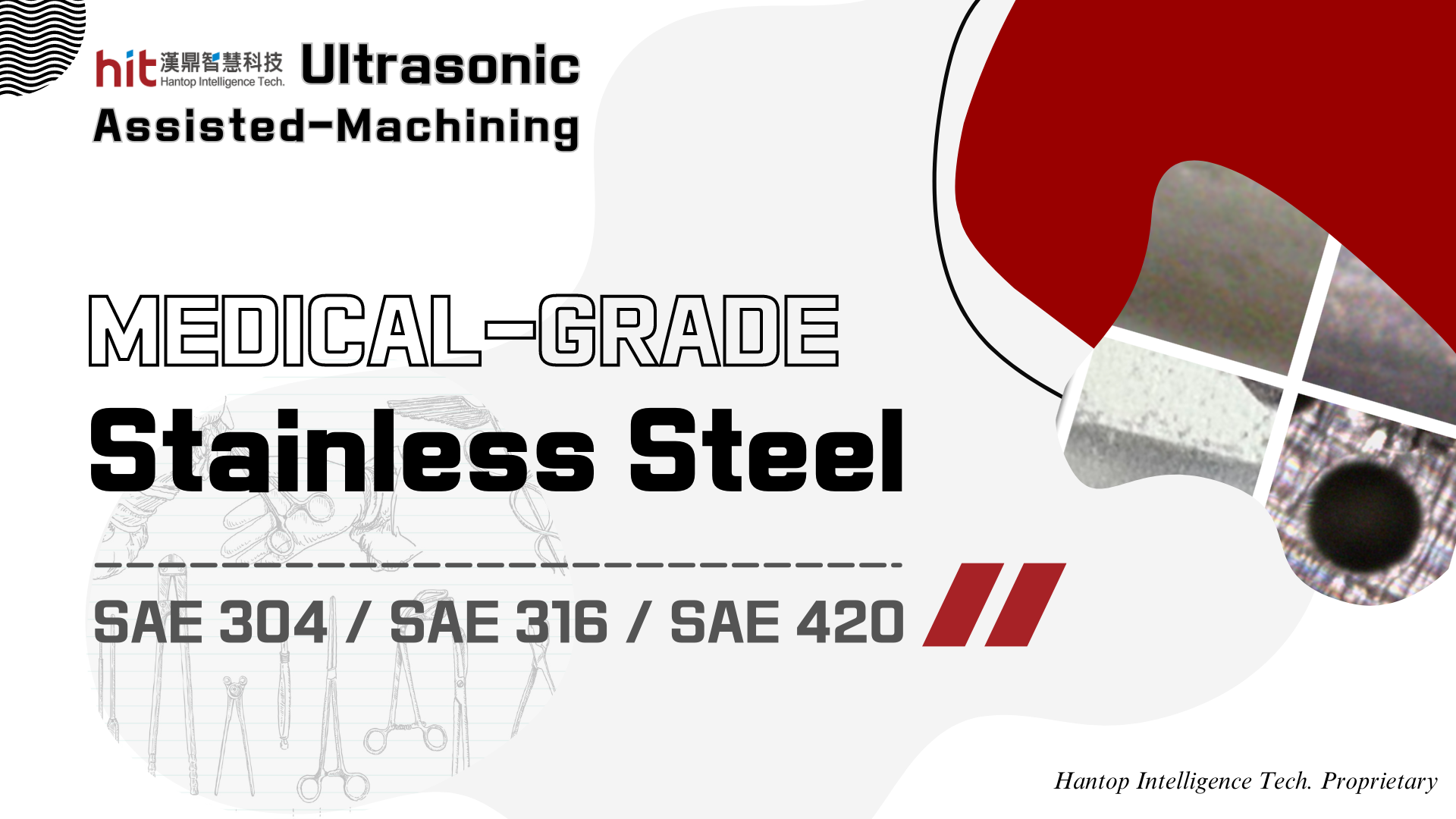
不鏽鋼的材料特性與常見應用 不鏽鋼普遍材料特性(圖1. 漢鼎超音波輔助304不鏽鋼微鑽孔工件)不鏽鋼(Stainless Steel)是鐵、鉻、鎳的合金鋼材,依用途有時會另外添加其他合金元素的金屬材料。不鏽鋼具備絕佳的耐腐蝕性(corrosion resistance)、高強度(high strength)與良好的延展性(ductility),以下為不鏽鋼幾項較為重要的材料特性: -耐腐蝕性(Corrosion Resistance)-不鏽鋼材料具備高度耐腐蝕與抗氧化的特性。一般鋼鐵材料價格便宜、機械性質良好,且產量多,但缺點就是容易生鏽或腐蝕,因為鐵容易被空氣中的氧氣氧化,生成鏽層,也就是所謂的氧化鐵,屬於多孔性質。為了克服這項缺點,在鋼鐵材料中添加鉻來改良耐蝕性,因此成為了不鏽鋼。(了解不鏽鋼的耐腐蝕性)在與空氣接觸後,會生成一層很薄的氧化層,一般稱為氧化鉻,非常緻密、不透氣,可防止腐蝕性氣體或液體流入向內滲透,以此達到抗腐蝕的效果。此外,這樣的材料特性也使得不鏽鋼具有較長的使用壽命,減少了維護和更換的成本。 -耐熱性(Heat Resistance)-有部份的不鏽鋼合金具有良好的耐熱性,能在高溫環境下長期穩定運作。可以在溫度逐漸上升的環境中,維持材料的強度,且不易變形。這樣的材料特性使不鏽鋼適合用作航太、汽車及能源產業的零組件材料,這樣的零件都可能需要長時間接觸高溫或是處在高低溫冷熱循環的環境中。 -高強度與延展性(High Strength & Ductility)-不鏽鋼材料的高強度特性,使其成為建築結構以及需要高承重應用的零件材料。不鏽鋼的材料強度會受到合金元素的組成成分、熱處理及加工過程的影響。此外,不鏽鋼也具備良好的延展性,易於成形及加工成各式不同的形狀。這樣的特性也使得不鏽鋼易於折彎、焊接及加工,也可透過調整合金元素的組成成分以及進行對應的熱處理方式,來進一步加強其延展性。 -衛生性(Hygienic Properties)-不鏽鋼材料的表面平滑,且無氣孔,不易滲透,可防止細菌滋生,容易清潔,可以透過消毒反覆使用,因此也被廣泛應用在對於清潔度與衛生性要求較高的產業,如食品加工、醫療(手術)及醫藥等產業。了解更多不鏽鋼科學知識 不同的不鏽鋼材料系列與常見應用除了上述較為普遍的材料特性之外,不鏽鋼依照其材料的金相組織,可大致分為沃斯田鐵型(Austenitic)、麻田散鐵型(Martensitic)、肥粒鐵型(Ferritic)以及雙相不鏽鋼(Duplex)等四種主要型式。(了解更多不鏽鋼材料系列)一般而言,沃斯田鐵型和麻田散鐵型不鏽鋼,包括304不鏽鋼、316不鏽鋼以及420不鏽鋼,經常被應用於製作醫療與手術器械零件及設備。以下為此三種常用之醫療等級不鏽鋼,針對其組成成分、材料特性與應用做簡短比較:(圖2. 不鏽鋼作為醫療及手術器械材料) -SUS304不鏽鋼>沃斯田鐵型不鏽鋼(Austenitic)- 材料成分與特性304不鏽鋼含有18-20%的鉻元素與8-10.5%的鎳元素,以及少數的碳和錳。304不鏽鋼在一般環境下有良好的耐腐蝕性、拉伸強度(tensile strength)以及降伏強度(yield strength),也具備良好的加工性和可焊性,因此應用範圍十分廣泛。 常見應用304不鏽鋼經常被應用在食品加工和食品儲存設備(如食品容器)、建築和裝飾(如不鏽鋼管道、扶手和家居裝飾品)、化學工業(如化學容器、流道),以及醫療設備和器械(如手術器械、外科手術台)等產業。 -SUS316不鏽鋼>沃斯田鐵型不鏽鋼(Austenitic)- 材料成分與特性316不鏽鋼含有16-18%的鉻、10-14%的鎳和2-3%的鉬元素。316不鏽鋼的耐腐蝕性及耐高溫特性皆優於304不鏽鋼,尤其是在含有氯化物的環境下,316不鏽鋼具備優異的抗腐蝕性能,因此適用於海水和鹽霧環境。 常見應用316不鏽鋼經常被應用在海洋設施和海軍設備(如海水處理設備、船舶零件)、化學加工設備(如化學廠房、化學反應器),以及藥品製造與生物科技(如醫療設備、醫藥器具)。 -SUS420不鏽鋼>麻田散鐵型不鏽鋼(Martensitic)- 材料成分與特性420不鏽鋼含有13-14%的鉻,少量的鎳元素,以及0.15-0.40%的碳含量。420不鏽鋼屬於硬化不鏽鋼,具有高硬度和強度,經過熱處理後的420不鏽鋼,其洛氏硬度甚至可達到約HRC50-55的硬度標準。另外,420不鏽鋼也具備良好的耐蝕性和耐磨性,因此在許多應用中被廣泛使用。 常見應用420不鏽鋼經常應用在模具和機械零件(如螺絲、軸承、閥門)、手動工具和刀片(如剪刀、扳手、鑷子)以及醫療手術設備與器械(如活檢鉗、抓取鉗)等。 醫療等級不鏽鋼加工困難點醫療等級不鏽鋼材料,包括304不鏽鋼、316不鏽鋼及420不鏽鋼,可能因為其特定的材料特性,使其在進行加工時,面臨到一些較為棘手且難以避免的加工難點: 加工硬化(Work Hardening)304不鏽鋼、316不鏽鋼及420不鏽鋼材料,在加工過程中,皆容易產生加工硬化(Work Hardening)的現象。這表示在進行切削、鑽孔等加工時,材料內部分子受到碰撞、擠壓,導致材料硬度提高,更難進行進一步的加工。加工硬化的現象可能會造成切削阻力變大、刀具磨耗加劇,也就更難以達到工件需求之標準。(閱讀更多:行家須知提高不鏽鋼加工質量的幾種方法) 刀具纏屑(Chip Adhesion)不鏽鋼像其他金屬、合金材料一樣,具有塑性變形(Plastic Deformation)這樣的材料特性,因此不鏽鋼材料在加工過程中,容易產生較長、較容易纏結的切屑。這也使得在機加工不鏽鋼材料時,排屑成為了一項很重要的議題。因為這容易導致刀具纏屑,除了造成嚴重刀具磨耗,也就是所謂的黏著磨耗(Adhesive Wear),干擾切削的過程之外,甚至會破壞工件表面或鑽孔品質。(閱讀更多:磨耗形式) 切削阻力過大(High Cutting Forces)由於不鏽鋼材料具備高硬度與強度,因此在加工過程中,容易產生過大的切削阻力。為了改善這個問題,一般會建議選用高硬度、高韌性、高耐磨性的刀具,以及剛性較佳的加工機台。有效地處理切削阻力過大的問題十分重要,可以避免刀具磨耗嚴重導致斷刀、改善加工時產生過大的顫振影響工件品質,或是其他加工上造成的潛在風險。 積累大量切削熱(Cutting Heat Accumulation)不鏽鋼材料的熱傳導係數(Thermal Conductivity)低,因此在加工過程中,在切削處生成的切削熱(Cutting Heat)不易排除,容易大量積累切削熱。切削溫度的提升可能會導致刀具磨耗加劇、刀具變形,以及不鏽鋼材料的塑性變形(Plastic Deformation)。(圖3. CNC機加工金屬及鋼鐵合金等材料須搭配適當冷卻機制) 刀具磨耗嚴重(Serious Tool Wear)不鏽鋼材料系列,特別是420不鏽鋼,具備相比而言較高的材料硬度,因此在加工過程中,可能導致較為嚴重的刀具磨耗。其中不鏽鋼的加工硬化現象、過大的切削阻力以及大量切削熱積累,都是刀具磨耗嚴重與刀具壽命大幅降低的原因。因此,刀具材料的選用,搭配加工參數的優化,皆對於刀具磨耗的改善至關重要。另外,特別需要留意,可能因為不鏽鋼材料系列的類別、工件的幾何形狀、切削刀具的選用,以及搭配的加工參數不同,在加工不鏽鋼材料時,面臨到的加工難點不盡相同。 漢鼎超音波加工能為醫療等級不鏽鋼加工帶來哪些助益呢? 超音波的高頻率微振動漢鼎的超音波輔助加工技術提供刀具每秒超過20,000次的縱向(Z軸方向)的高頻率微振動。這樣類似於快速啄鑽、反覆提刀的機制應用在切削上,可有效幫助降低切削阻力,並使排屑過程更順暢。超音波縱向的高頻率微振動,使刀具在加工過程中,間接性地接觸工件。可幫助排除刀具尖點累積的切削熱,有效降低刀具磨耗。(圖4. 漢鼎超音波輔助加工技術的縱向高頻率微振動幫助排除切屑) 降低切削阻力切削阻力的降低除了可以幫助減少刀具與工件的摩擦,也可以讓切線速度/切削速度(Cutting Speed)與進給率(Feed Rate)往上提升。超音波輔助切削,搭配高壓(高達70bar)中心出水(Coolant Through Spindle,CTS)功能,在加工過程中,幫助移除切削熱。這樣子的切削機制除了可以達到改善工件品質、穩定刀具壽命,也可在縮短加工時間的同時,節省能源的耗費,順應企業永續ESG的趨勢。(圖5. 漢鼎超音波輔助加工技術幫助降低切削阻力, 帶來更穩定的刀具壽命) 排屑過程更順暢在超音波輔助加工技術的排屑機制,可以減少因大量積屑造成刀具與工件之間的摩擦。尤其當材料具備特定材料特性,而在切削時生成較長且容易纏結的切屑時,容易產生積屑瘤(Built-Up Edge,BUE)或是切屑二次切削(Chip Re-cutting)的現象,這都會使工件品質變差,且嚴重危害刀具壽命的穩定性。漢鼎超音波的高頻率微振動輔助切削機制幫助降低切削阻力,可以讓刀具更容易切斷材料,排屑過程也更加順暢。有效去除纏屑也可達到更優良的工件品質,並延長刀具壽命。(閱讀更多:切屑形狀及其形成介紹) 漢鼎超音波輔助加工不鏽鋼之優勢針對醫療等級不鏽鋼材料的加工,漢鼎超音波輔助加工技術幫助降低切削阻力,使刀具更容易切斷材料,同時,超音波的高頻率微振動,刀具反覆提刀的過程中,使切削液更容易流入,有效排除切屑。這樣的輔助切削機制針對不鏽鋼材料的加工,可達到更好的工件品質(去除毛邊、鑽孔真圓度較佳)以及更穩定的刀具壽命(更易排屑、抑制刀具纏屑的現象)。漢鼎的超音波高頻率微振動輔助加工模組產品提供了一個改善先進材料加工過程的解決方案。了解更多漢鼎超音波加工技術💡 閱讀更多:超音波輔助加工金屬、合金、硬鋼等材料之效益鎢鋼加工面臨的重重挑戰:加工困難點以及漢鼎超音波加工如何克服加工硬鋼材料和時間賽跑?!超音波高效輔助鎢鋼模具零件內螺紋孔加工後疫情時代航太產業扶搖直上,引爆鈦合金鑽孔加工熱潮 超音波輔助不鏽鋼加工成功案例分享 420不鏽鋼(SUS420 Stainless Steel):微銑削與微鑽孔加工(圖6. 漢鼎超音波輔助420不鏽鋼微銑削與微鑽孔加工工件)漢鼎幫助一醫療領域的客戶,針對420不鏽鋼材料的微細加工,完成後的工件成品用作醫療微創手術(Minimally Invasive Surgery,MIS)的手術器械零件。由於工件尺寸極為微小,工件總長度僅4mm,槽寬僅0.8mm,因此在加工製程以及維持產品良率上都為客戶帶來極大的挑戰。使用漢鼎BT30超音波加工模組,輔助420不鏽鋼微細零件之表面精修及微鑽孔加工,超音波的高頻率微振動幫助降低切削阻力。有效在僅透過機加工搭配超音波輔助的方式,省去人工後製程之噴砂、去毛邊處理的時間,即可大幅降低工件表面的刀痕、接刀痕(Tool/Feed Marks)以及毛邊(Burrs)。(圖7. 無超音波vs.漢鼎超音波輔助420不鏽鋼微銑削與微鑽孔加工之工件品質比較)漢鼎超音波輔助加工技術幫助醫療領域客戶將原本不到10%的產品良率提升至100%,除了節省整體製程的時間之外(省去人工後製程),也避免人工精修製程中可能對產品良率所造成的風險(如噴砂後刀痕仍無法去除、人工去毛邊破壞了工件的微細特徵等),成功替客戶取下訂單。420不鏽鋼這樣的微細特徵被應用在醫療產業,特別用作如內視鏡等微創類型手術之器械零件,例如活檢鉗(Biopsy Forceps)、抓取鉗(Grasping Forceps)等。了解更多不鏽鋼(SUS420) : 微銑削&微鑽孔加工 304不鏽鋼(SUS304 Stainless Steel):曲面微鑽孔加工(圖8. 漢鼎超音波輔助304不鏽鋼曲面微鑽孔加工工件)漢鼎針對304不鏽鋼材料進行曲面微鑽孔加工。使用漢鼎HSKA63超音波加工模組,超音波的高頻率微振動幫助降低切削阻力。在去除插銑(Plunge Milling)製程的情況下,有效防止刀具在入鑽時因切削阻力過大而造成偏斜(Tool Deflection)的現象,藉此提升曲面微鑽孔之孔真圓度(Hole Roundness)。(圖9. 無超音波vs.漢鼎超音波輔助304不鏽鋼曲面微鑽孔加工之鑽孔品質比較)切削阻力的降低,使刀具更容易切斷材料,配合超音波的高頻率微振動,切削液更容易幫助帶走切屑,在顯微鏡下,達到曲面微鑽孔處零毛邊;同時,相較無超音波加工,成功延長4倍刀具壽命。(圖10. 無超音波vs.漢鼎超音波輔助304不鏽鋼曲面微鑽孔加工之刀具壽命與刀具磨耗比較)304不鏽鋼的微鑽孔特徵被應用在半導體產業以及3C電子產業,特別是用作真空吸盤(Vacuum Plates)、電子零件等。了解更多不鏽鋼(SUS304) : 曲面微鑽孔加工 醫療等級不鏽鋼加工常見問題 Q1 針對不鏽鋼材料的平面或曲面微鑽孔加工,在去除定位鑽(Pilot Drilling)或插銑(Plunge Milling)製程的情況下,漢鼎超音波如何做到維持良好的孔真圓度?A1 孔真圓度差通常是來自於刀具在入鑽時,承受過大的切削阻力,導致刀具打滑(Tool Wondering)、偏斜(Tool Deflection)。漢鼎超音波輔助加工技術提供刀具每秒超過20,000次的縱向(Z軸方向)高頻率微振動,幫助大幅降低切削阻力。這樣子的輔助切削機制可以避免刀具在入鑽時因承受過大切削阻力而產生偏斜的現象。超音波的高頻率微振動也幫助刀具更容易切斷材料,並有更良好的排屑機制,在針對不鏽鋼材料的微鑽孔特徵的加工,可有效去除毛邊,達到更好的鑽孔品質。(圖11. 漢鼎超音波輔助加工驅動模組產品)了解更多漢鼎超音波加工模組 Q2 欲使用漢鼎超音波加工模組進行不鏽鋼材料的加工時,如何適當地調整進給率、切線/切削速度、超音波振幅等加工參數呢?A2 漢鼎智慧科技主要提供先進材料加工與智慧自動化解決方案模組,目標不僅是提供客戶精密的超音波輔助加工模組產品,更是提供相關的專業知識,幫助客戶在使用產品時,能將超音波輔助加工技術所帶來的效益做最大化的呈現。這包括提供優化後的加工參數(依據目標加工材料與特徵)以及相關工程服務,來幫助客戶獲得漢鼎超音波加工模組產品的最佳使用體驗。讓客戶了解到,這不僅是向漢鼎購買一項產品,更重要的是合作間知識、技術的分享與交流。(圖12. 漢鼎超音波輔助加工刀把系列產品) 改善加工效率、工件品質及刀具壽命,順應企業永續ESG趨勢:歡迎聯絡我們

永進機械以兩款傑出產品「T11綠色智慧工具機」和「NFX400A高效率五軸立式加工機」成功榮獲首屆「金色節能標章」,凸顯了其在綠色智慧製造領域的卓越成就。 榮獲金色節能標章不僅是肯定永進機械多年來不懈的努力,同時象徵著永進機械對台灣工具機暨零組件公會(TMBA)節能減碳的重視與支持。「金色節能標章」是由台灣工具機暨零組件公會(TMBA)為了協助工具機產業綠色轉型,透過制定產業標準和推廣節能技術,推動台灣綠色工具機產品的發展,包含降低海運與空運碳排的思考,以便終端客戶減少更多碳排放。永進機械始終將客戶的需求置於首位,持續推動綠色智慧製造理念,為客戶提供節能、環保的產品和服務。永進機械衷心感謝YCM團隊的努力,不僅長期專注於多軸加工與智慧智造解決方案,更積極參與節能減碳、改善能源績效以因應國際潮流!一同實踐雙軸轉型,邁向永續未來。 關於T11綠色智慧工具機T11為第一台取得ISO14955綠色工具機認證機台,選用低污染材質與製程並進行輕量化設計,機台的切削剛性和穩定性的前提下,同時兼具節能與環保特性不受影響,透過永進機械開發AI智慧化控制,有效降低加工與非加工時間的能耗。 關於NFX400A高效率五軸立式加工機NFX400A則專為高精度加工需求而設計,實現一次裝夾完成全工序加工、特別適用於自由曲面及有軸向干涉情況之工件,搭載高效能機器操作、節能設備及能源監控系統,擁有先進五軸技術和融合多項專利,同樣取得ISO14955認證,適用於航太、汽車、醫療等行業。


感謝經濟部長官對我們瀧澤科技半世紀以來在促進工商發展與就業貢獻方面所給予肯定與感謝狀。對客戶與夥伴的承諾,我們堅持高品質、可靠度、在地化創新與環保, 確保為製造產業提供最穩健可靠的解決方案,並提升產業鏈競爭力。對社會與人才的承諾:數十年來,我們提供了數百個優質的工程與管理職位, 培育了在地的產業專業人才,為台灣工業永續發展奠定堅實基礎。瀧澤科技不只專注於精密機械,更專注於「貢獻」這份承諾。

本網站使用瀏覽器紀錄提供最好的體驗。相關資訊請瀏覽我們的隱私權政策。
