Products
















更多
大型殼體零件常見於齒輪箱、減速機、泵浦、閥體、機械設備與各類工業結構件。 這類工件通常具有側面孔、深腔、內部加工位置,以及不同方向的安裝與定位特徵。在大量生產的情況下,製造商通常會使用臥式加工中心、四軸、五軸設備或專用加工機, 透過自動化與多軸控制完成多面加工。但對於某些大型、少量、維修型或既有設備改裝的殼體零件而言, 重新購置多軸設備不一定是最符合成本效益的選擇。 當現有機台受到加工方向、設備行程或刀具可達性限制時, 就可以評估加裝 角度銑頭/橫銑頭 , 擴充原有設備的加工能力。角度銑頭並不是用來取代四軸或五軸加工中心,而是針對特定工件與既有設備條件, 提供另一種更具彈性的加工解決方案。哪些情況適合評估角度銑頭?1. 大型工件不易翻面當殼體零件體積大、重量高,翻面時需要使用吊車或其他搬運設備, 每增加一次裝夾,就會增加搬運、定位與重新找正的時間。如果加工特徵主要位於工件側面,透過固定式 90°直角銑頭 , 可以將原本垂直方向的主軸輸出轉為水平方向, 使刀具直接接近部分側面孔、側壁或橫向加工位置。在適合的機台與工件配置下,角度銑頭有機會減少部分工件翻面與重複裝夾作業。2. 現有設備缺少特定加工方向部分傳統龍門銑床、CNC 龍門機、搪銑床或專用機, 可能具有足夠的機台剛性與工作空間,但主軸只能沿固定方向加工。當工件需要水平、垂直或斜角方向加工時,原有設備可能無法直接完成。此時,可以根據加工方向選擇固定式 90°直角銑頭或萬能銑頭, 讓既有設備增加新的刀具輸出方向。這類應用特別適合少量多樣、單件加工、維修零件或特殊工件, 不一定需要為了單一加工特徵重新購買整台設備。3. 普通主軸無法接近深處位置部分殼體零件具有深腔、凹陷結構、內部側面或較深的加工位置。即使加工方向正確,普通主軸或標準角度銑頭仍可能因長度不足, 無法有效接近工件內部。若單純增加刀具或刀桿伸出長度,可能會造成剛性下降、振動、 加工精度不穩或刀具干涉。這種情況下,可以評估使用 90°深孔銑頭 , 利用較長的頭部結構延伸加工範圍, 使刀具接近普通角度銑頭難以到達的位置。4. 維修零件或少量工件無法重新設計製程維修型零件經常面臨圖面不完整、工件尺寸特殊、數量少, 或原始設備已經停產等問題。如果只是為了加工少量零件而重新設計治具、製程或購置新機台, 成本可能過高。透過角度銑頭搭配既有設備,可以依照工件實際狀況調整加工方向, 增加製程安排的彈性。這也是角度銑頭在大型機械維修、設備翻修、模具修補與特殊零件加工中的重要價值。不同加工限制,適合不同角度銑頭選擇角度銑頭時,不能只比較轉速或外觀尺寸, 而應先確認目前遇到的加工問題。加工需求可優先評估的銑頭類型固定 90°側面加工90°直角銑頭側面加工且偏向高扭矩切削IK-A90 90°直角銑頭側面加工且重視較高轉速與精密度IK-N90 90°直角銑頭普通角度銑頭長度不足,需加工深處位置IK-D90/IK-D90-L 90°深孔銑頭工件具有斜面或不同加工方向IK-U45 45°萬能銑頭 / IK-U90 90°萬能銑頭需要延伸原有主軸的加工距離IK-E93A/IK-E95A 延伸銑頭以上只能作為初步判斷,實際選型仍需要根據工件尺寸、材料、加工方向、 刀具尺寸、機台介面與切削條件進行確認。固定式 90°直角銑頭:增加側面加工能力如果主要需求是將垂直主軸的加工方向轉換為水平方向, 可以評估固定式 90°直角銑頭。例如, IK-A90 90°直角銑頭 與 IK-N90 90°直角銑頭 都能提供 90°刀具輸出,但兩者的產品定位不同。IK-A90:偏向高扭矩加工IK-A90 90°直角銑頭 採用 NT50 主軸,最高轉速為 800 轉/分鐘, 適合較大刀具、較高負載或重切削條件。如果大型殼體零件需要進行側面銑削、較大孔徑加工或較高扭矩切削, 可以優先評估 IK-A90。IK-N90:偏向高速精密加工IK-N90 90°直角銑頭 採用 NT50 主軸,最高轉速可達 2,000 轉/分鐘, 定位偏向高速與精密加工。如果加工材料較輕、刀具尺寸較小, 或較重視表面品質與轉速需求,可以評估 IK-N90。因此,並不是轉速越高就一定越適合, 而是要根據刀具直徑、工件材料、切削量與表面要求進行選擇。90°深孔銑頭:延伸刀具可達範圍當加工方向已經正確,但普通角度銑頭仍無法接近工件深處時, 可以評估 IK-D90/IK-D90-L 90°深孔銑頭 。這類銑頭的重點不只是將加工方向轉換 90°, 而是透過較長的結構,延伸刀具的加工範圍。適合評估的加工位置包括:殼體深腔內部側壁凹陷結構較深的側面孔普通角度銑頭本體容易與工件干涉的位置IK-D90 系列可依不同配置提供 800 轉/分鐘或 2,000 轉/分鐘選擇, 分別對應偏高扭矩與偏高速精密的加工條件。萬能銑頭:增加多角度加工彈性如果工件不只有固定的水平或垂直加工特徵, 而是包含斜面、斜孔或不同方向的加工位置, 可以評估萬能銑頭。IK-U45 45°萬能銑頭 與 IK-U90 90°萬能銑頭 可透過角度調整,讓刀具對應不同的加工方向。這類銑頭適合:斜面加工不同角度孔位多方向安裝特徵大型且不易頻繁翻面的零件少量多樣的特殊工件專用機或既有設備的加工方向擴充萬能銑頭的優點在於加工方向更具彈性, 但在選型前,也需要確認角度調整方式、工件干涉空間、 刀具長度與實際切削負載。選型前應提供哪些資料?角度銑頭能否安裝與使用,除了產品規格外, 也取決於機台、工件、刀具與夾具之間的整體配置。建議在選型前提供以下資料:機台品牌與型號主軸介面與傳動方式主軸端面尺寸與 PCD 孔位工件圖面與外形尺寸工件材料實際加工位置與方向加工深度刀具種類與直徑所需轉速與切削負載機台 X、Y、Z 軸行程工件與夾具的干涉空間現場加工照片或影片如果需要製作連接法蘭,也應確認主軸連接面、傳動塊位置、 法蘭厚度及鎖固方式,才能評估整體安裝可行性。角度銑頭的價值,在於延伸既有設備的使用能力對大型、少量、維修型或特殊殼體零件而言, 加工效率不一定只來自更高轉速或更先進的機台。有時真正需要解決的是:現有主軸無法接近工件側面大型工件不易翻面機台缺少水平或斜角加工能力普通主軸無法進入深腔少量零件不適合重新投資整套設備舊有設備仍有使用價值,但加工方向不足在這些條件下,適合的 角度銑頭/橫銑頭 可以協助既有設備增加加工方向、延伸加工範圍, 並提高製程安排的彈性。角度銑頭不是所有殼體加工的標準答案, 也不是用來取代四軸或五軸加工中心; 但在正確的工件與設備條件下, 它可以成為設備升級與特殊加工的重要工具。結論評估角度銑頭時,應先從實際加工限制出發, 而不是只比較型號與轉速。目前最困難的是側面加工、深處位置、不同角度, 還是大型工件無法翻面?鎰寬企業提供 固定式 90°直角銑頭 、 90°深孔銑頭 、 萬能銑頭 與 延伸銑頭 , 可依據不同加工方向、深度、轉速、扭矩及機台條件進行評估。若您有大型殼體、維修零件、少量特殊工件或既有設備改裝需求, 歡迎提供機台型號、主軸規格、工件圖面、加工位置與目前遇到的問題, 讓鎰寬協助您評估合適的銑頭方案。
鎰寬企業
/ 07. 21. 2026
更多
這趟七月的印度行,我們帶著一個任務出發;這個任務,不只是找展場上的買家。我們要找的,是比任何規格表都更懂當地市場的夥伴。是那個受夠了賣機器卻拿不到真正支援的經銷商。是那個希望製造商不只出現在展會上,展後也一直都在的團隊。這個團隊正是奕達精機。一個深諳客製化、自動化與交鑰匙解決方案的製造商;不是只會賣型錄上的機器。我們從台灣出發,帶著二十多年的精密製造經驗、扎實的自動化實力,還有奕達能源管家 Ingenious EcoPulse。我們做得出真正好賣的產品,也做得到挺經銷商到底的支援! Hall 10, Booth B39 · Taiwan Pavilion · AMTEX 2026 https://www.taiwanpavilion-twmt.tw/Exhibition/AMTEX_2026/
奕達精機
/ 07. 17. 2026
更多
南越製造升級趨勢:從手動銑床到加工能力再提升南越地區是越南製造業發展的重要基地,胡志明市周邊的平陽、同奈、隆安等工業區,聚集了大量模具、金屬加工、機械零件、塑膠射出與設備維修相關產業。隨著製造需求提升,客戶對加工精度、交期效率與設備應用彈性的要求也越來越高。在模具與金屬加工產業中,銑床仍是非常基礎且重要的加工設備。許多工廠目前仍大量使用傳統手動銑床或舊型加工設備,這些機台雖然具備一定加工能力,但在長期使用後,常會面臨主軸老化、剛性不足、轉速受限、加工角度不足,以及應用範圍不夠彈性的問題。對許多加工廠而言,全面更換新機不一定是最立即、最經濟的選擇。新機投資除了設備成本,也包含操作訓練、安裝空間、加工流程調整與停機時間。因此,如何在既有設備基礎上提升加工能力,成為南越市場值得重視的升級方向。銑床頭改裝與升級,正是其中一項具備實用性的解決方案。透過更換銑床頭、搭配角度頭、調整連接介面,或依據加工需求進行銑削頭模組規劃,可以讓原有機台延伸更多加工應用。例如側面加工、角度加工、孔加工、模具修整、治具製作與設備維修等,都能透過合適的銑床頭配置,提升設備使用效率與加工彈性。鎰寬長期專注於銑床頭研發與製造,產品涵蓋砲塔銑床頭、龍門銑床頭、角度頭與客製化銑削頭模組。我們不只是提供產品,更協助客戶評估既有機台狀況、加工需求與連接方式,讓舊有設備在不必全面汰換的情況下,創造更高的加工價值。同時,鎰寬在南越也有合作夥伴,可協助當地客戶進行整機銷售、設備維護,以及銑床頭改裝升級等相關業務。透過在地服務與技術支援,客戶能更快速討論需求、確認機台狀況,並找到更符合現場應用的升級方案。對南越製造業而言,設備升級已不只是購買新機,而是如何讓現有設備更穩定、更有效率、更具應用彈性。透過銑床頭升級,傳統手動設備也能增加更多加工可能,協助工廠逐步邁向更高效率與更多元的製造應用。換頭不換機,是一種更彈性、更務實的設備升級方式。
鎰寬企業
/ 07. 07. 2026
更多
MTA Vietnam 2026,鎰寬將展示鎰寬的銑床頭解決方案,包含:Turret Milling Heads|砲塔銑床頭Gantry Milling Heads|龍門銑床頭CNC Milling Heads|CNC 銑床頭Angle Heads|角度頭如果您正在尋找舊機改造、銑床頭更換、角度加工或加工能力升級方案,歡迎帶著您的機台照片、加工需求或應用問題,來到鎰寬攤位與我們交流。MTA Vietnam 2026日期:2026/07/01–07/04地點:SECC, Ho Chi Minh City, Vietnam攤位:AG3-2歡迎蒞臨 AG3-2,與鎰寬一起討論設備升級的更多可能!#YIHKUAN #鎰寬 #MTAVietnam2026 #MillingHead #AngleHead #MachineUpgrade #Retrofit #TaiwanMade
鎰寬企業
/ 06. 29. 2026
更多
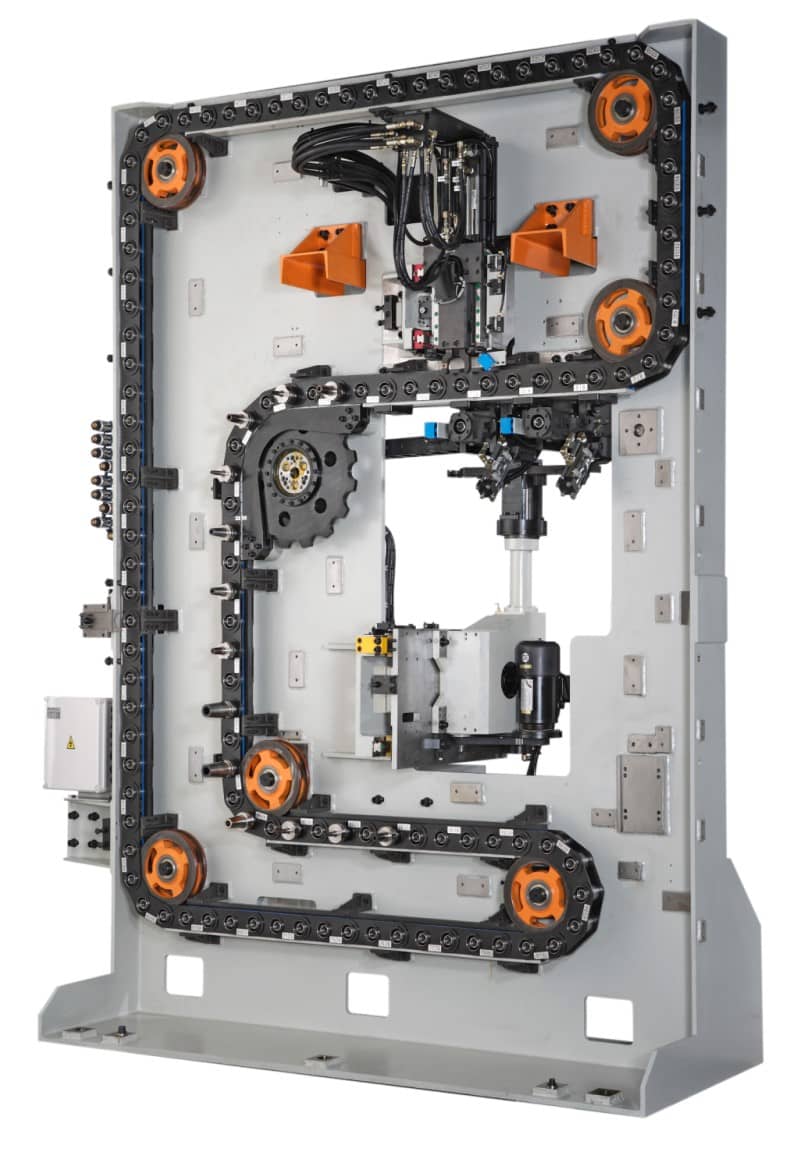
在大型工件加工、模具加工與複雜零件製造中,許多加工廠經常會遇到同樣的問題:工件太大,不容易翻面側面加工空間不足某些孔位或側壁難以直接加工多面加工需要反覆裝夾加工時間長、精度容易累積誤差尤其在龍門銑床(Gantry Milling Machine)與 CNC 龍門銑床中,當工件尺寸越來越大、加工需求越來越複雜時,如何提升加工彈性與效率,已成為許多製造業者的重要課題。90° 直角銑頭已成為許多龍門銑床與 CNC 龍門銑床提升加工彈性的重要工具,特別適合大型工件、多面加工與側向加工需求。鎰寬企業有限公司長期專注於各類銑頭產品的研發與製造,包含 90° 直角銑頭、萬向銑頭與特殊角度銑頭,協助龍門銑床與 CNC 龍門銑床加工設備提升加工範圍、降低換裝時間,並提高整體加工效率。為什麼龍門銑床與大型 CNC 龍門銑床加工特別需要直角銑頭?大型工件最麻煩的地方,通常不是加工本身,而是 「工件翻面與重新定位」。例如:大型模具航太零件工程結構件大型機械底座自動化設備零件這類工件可能重達數百公斤甚至數噸。每一次翻面:都需要吊掛設備增加人力成本增加定位誤差增加停機時間而 90° 直角銑頭最大的價值之一,就是讓機台能從不同方向加工,降低工件翻面需求。90° 直角銑頭如何提升加工彈性?1. 提升側面加工能力一般主軸通常只能垂直加工,但許多工件會有:側孔側面溝槽側壁加工區域深腔側面如果沒有直角銑頭,可能需要:工件翻面重新裝夾使用特殊治具導入 90° 直角銑頭後,機台即可直接從側面進行加工,不但降低加工流程複雜度,也能減少定位誤差。2. 一次裝夾完成多面加工在精密加工中,裝夾次數越少,通常代表精度越高。因為每一次重新裝夾,都可能產生:同心度誤差平行度誤差基準偏移累積尺寸誤差透過 90° 直角銑頭,可讓工件在一次固定後完成:上表面加工側面加工側孔加工多角度加工大幅提升加工一致性。3. 提高大型工件加工靈活性對龍門銑床而言,大型工件經常受限於:加工空間刀具干涉行程限制直角銑頭能改變加工方向,因此能讓刀具更容易進入:狹窄區域深腔區域側壁位置干涉較多的位置對大型模具與大型機械零件尤其重要。不同類型的 90° 銑頭適合不同加工需求鎰寬企業有限公司目前提供多種不同定位的銑頭產品,包含:90° 萬向銑頭重切削型直角銑頭高速精密型直角銑頭不同產品適合不同加工場景。鎰寬 90° 銑頭產品比較表產品型號產品類型主要特性轉速適合加工加工特性適合設備IK-U9090度 萬向銑頭多角度旋轉、高加工彈性800rpm/2000rpm(兩款不同轉速可選擇)複雜角度加工、多面加工、大型工件加工方向靈活龍門銑床、CNC龍門銑床IK-A9090度重切削型直角頭高扭力、高剛性800 rpm模具粗加工、中碳鋼、大刀盤加工低速重切削大型龍門銑床、重切削設備IK-N9090度 高速精密型直角頭高速、高精度、低振動2000 rpm鋁件、精密零件、高表面品質加工高速精密加工CNC龍門銑床、精密加工設備IK-U90:提升複雜加工的彈性IK-U90 90° 萬向銑頭最大的特色,在於可進行多角度加工。相較於一般固定式直角頭,萬向銑頭能進一步提升:側面加工能力特殊角度加工能力大型工件加工彈性特別適合:五面加工大型模具難翻面工件多方向加工需求對龍門銑床而言,能有效減少工件搬運與重新裝夾時間。IK-A90:適合高扭力重切削加工IK-A90 屬於:重切削型直角銑頭。其特點包括:高剛性大扭力輸出適合重切削加工特別適合:模具加工中碳鋼加工大型工件開粗高負載切削在大型龍門銑床加工中,這類型銑頭能有效提高材料去除效率。IK-N90:適合高速與精密加工需求IK-N90 則偏向:高速精密加工定位。其特色包括:高轉速精密齒輪傳動加工振動較低表面品質穩定適合:鋁件加工精密模具高速切削高表面精度加工對需要兼顧效率與加工品質的 CNC 龍門銑床特別適合。90° 直角銑頭如何提升加工效率?1. 減少換裝與翻面時間大型工件翻面往往需要:吊車校正重新定位基準重新確認這些其實都不是切削時間,而是「非生產時間」。直角銑頭能有效降低這些停機流程,讓機台有更多時間真正進行加工。2. 縮短整體加工週期當加工流程變少:工序變少裝夾次數降低校正時間縮短整體加工週期也會下降,對少量多樣與大型零件加工特別有幫助。3. 提升機台利用率透過 90° 直角銑頭,同一台機器能完成更多方向加工。也代表:設備利用率更高機台投資效益提升減少額外設備需求選擇 90° 直角銑頭時的重要考量選購重點說明主軸介面需確認是否符合機台規格加工材料鋁件、鋼件或模具加工需求不同轉速需求高速加工或重切削加工剛性需求是否有重切削或高負載需求加工空間是否容易產生干涉鎰寬企業有限公司的銑頭解決方案鎰寬企業有限公司長期專注於各類銑頭產品開發與製造,提供:90° 直角銑頭萬向銑頭特殊角度銑頭客製化銑頭解決方案產品廣泛應用於:龍門銑床CNC 龍門銑床模具加工航太加工大型機械加工鎰寬的銑頭產品採用高精度齒輪傳動設計,兼顧:剛性精度扭力輸出加工穩定性能協助客戶有效提升加工效率與設備加工能力。結論在現代 CNC 龍門銑床與龍門銑床加工中,90° 直角銑頭早已不只是「附加配件」,而是提升加工彈性、降低換裝時間、提高設備效率的重要加工工具。尤其對大型工件、多面加工與複雜加工需求而言,導入合適的直角銑頭,往往能有效改善:加工流程生產效率精度穩定性設備利用率如果您的加工需求涉及大型工件、側面加工或複雜角度加工,歡迎與鎰寬企業有限公司聯繫,了解更多適合您加工需求的銑頭解決方案。
鎰寬企業
/ 06. 26. 2026
The YCM UV650 5-axis vertical machining center provides excellent cutting performance and high accuracy for simultaneous 5-axis application with just one setup. Designed to reduce part handling, setup and overall lead-time, while improving part quality, precision and surface finish of complex shapes and contours required for multiple industries such as job shop, medical, aerospace, and die & mold.
For more information on YCM's products and solutions, please visit:
Website: https://www.YCMCNC.com/en
Facebook: https://www.facebook.com/YCMCNCMACHINE/
Twitter: https://twitter.com/YCMCNCMACHINE
LinkedIn: https://www.linkedin.com/company/ycmcncmachine
Instagram: https://www.instagram.com/ycmcncmachine/
隨著離岸風電的發展,風力發電工件皆已往大型化風力機發展。
榮田精機為滿足大型風力發電鑄件加求,推出劃時代的開發-「PL-600CM新世代風電智慧複合機」。
可加工6m寬、重達80噸的風力發電零件。高剛性的立車為基礎搭配龍門式的Y軸機構,多功能一機複合,可同時覆蓋立車、龍門、甚至臥式加工中心的工作。彈性生產,提高設備效能,減少搬運及校正工件時間。



















本網站使用瀏覽器紀錄提供最好的體驗。相關資訊請瀏覽我們的隱私權政策。
