Tag Result
#cnc

MT-540The Ultimate Turn-Mill Center that explores the unlimited possibilities.-The orthogonal structure and rotating mill head offer C, Y and B turn-mill capacities.-Wide travel range and high dynamic rigidity-Reduced cycle time and improved part accuracyClick here to learn more about the MT-540: https://reurl.cc/NAkjMk


The 5-axis
machining center is a pivotal technology in modern manufacturing, showcasing
unparalleled machining capabilities across various industries. With features
like multi-axis positioning, high-precision machining, and automated
production, it finds widespread applications in aerospace, automotive
manufacturing, medical equipment, and more. This article delves deep into the
realms of 5-axis machining center applications and their advantages in enhancing
processing efficiency, reducing costs, and optimizing machining quality. Let's
unveil the enigmatic facade of the 5-axis machining center and explore the
future trends of multifunctional machining. Features of
the 5-Axis Machining CenterDistinguished
by its multi-axis positioning, the 5-axis machining center offers greater
flexibility and multifunctional machining capabilities compared to traditional
3-axis or 4-axis counterparts. This positioning capability enables the 5-axis
machining center to achieve high-precision machining on complex surfaces, meeting modern manufacturing demands for precision components. Moreover, the
automated production feature of the 5-axis machining center enables continuous
processing, significantly saving production time and labor costs. Applications
of the 5-Axis Machining CenterAerospace
IndustryIn the
aerospace sector, intricate engine parts, wing structures, and more demand
high-precision machining. Leveraging its multi-axis positioning capability, the
5-axis machining center accomplishes multi-angle machining within a single
clamping, reducing processing cycles and ensuring part precision, thereby
elevating product quality. Mold
ManufacturingThe realm of
mold manufacturing benefits from the efficient processing capabilities of the
5-axis machining center. Unlike traditional mold machining that involves
multiple clamping and adjustments, the multi-axis positioning of the 5-axis
machining center enables multi-sided machining in a single clamping. This
improves production efficiency while reducing errors caused by repeated
clamping and adjustments. Medical
EquipmentManufacturing
medical devices require highly precise machining techniques. The 5-axis
machining center excels in the intricate machining of small medical instruments,
ensuring surface smoothness and dimensional accuracy. This guarantees the
safety and reliability of these devices in medical applications. Advantages
of the 5-Axis Machining CenterReduced
Production CycleThe
multi-axis positioning capability of the 5-axis machining center enables
multi-angle machining within a single clamping, significantly shortening
processing cycles. Additionally, its automated production feature facilitates
continuous processing, minimizing human wait times and boosting production
efficiency. Enhanced
Machining EfficiencyDuring
complex surface machining, the 5-axis machining center maintains workpiece
stability, reducing machining errors caused by repetitive clamping and
adjustments. This substantially enhances machining efficiency. Cost
ReductionThe ability
of the 5-axis machining center to perform multi-angle machining in a single
clamping reduces time losses from clamping and adjustments. Moreover, automated
production saves labor costs. Collectively, these factors lower production
costs, enabling businesses to maintain competitiveness in a competitive market. Optimized
Machining QualityThe
high-precision machining capability of the 5-axis machining center ensures
dimensional accuracy and surface smoothness of machined parts while decreasing
waste due to machining errors. This contributes to improved product quality,
reinforces the brand image of businesses, and enhances customer satisfaction. Here
are some additional examples of 5-axis machining applications:https://www.gen-tiger.com/en/application-categories


Cosen integrates the sensor data from the three major components of the
structural steel fabrication line – bandsaw machine, drilling machine, and
infeeding / outfeeding system. We upload this key data to Cosen remote service
platform to achieve failure prediction and diversified production. Through
algorithm, machine learning, and data collecting, we develop advanced
applications including machine health assessment and self-adjustment mechanism
to further upgrade this smart factory with maximum utilization.Main Technical Features²High-Standard CNC Controller²Automatic Tool Changer²Control Panel with 14” Colored Touchscreen²SSS Control (Super Smooth Surface)²3D Programming Software²In-the-moment Prevention and Alarm Notification²Program Customization ServiceIn addition, the machine's features can be presented through the MR experience - a spatial recognition (MR) method. Users can click on the interactive buttons and watch the explanations of each part, as well as the operation animation in an immersive way.Usage:Please download the MAKAR app and open the project by clicking this link:https://ssl-api-makar-v3-apps.miflyservice.com/Makar/deeplink/?url=mifly://makar/?openpage=ProjectPlayPage&projectType=ar_slam&projectId=49572626-97e9-4d2a-a3da-5cc25a7952a6or You can scan the QR-CODE above with your mobile phone to open the WEB AR version for browsing, Android is Google Chrome, and IOS is Safari.

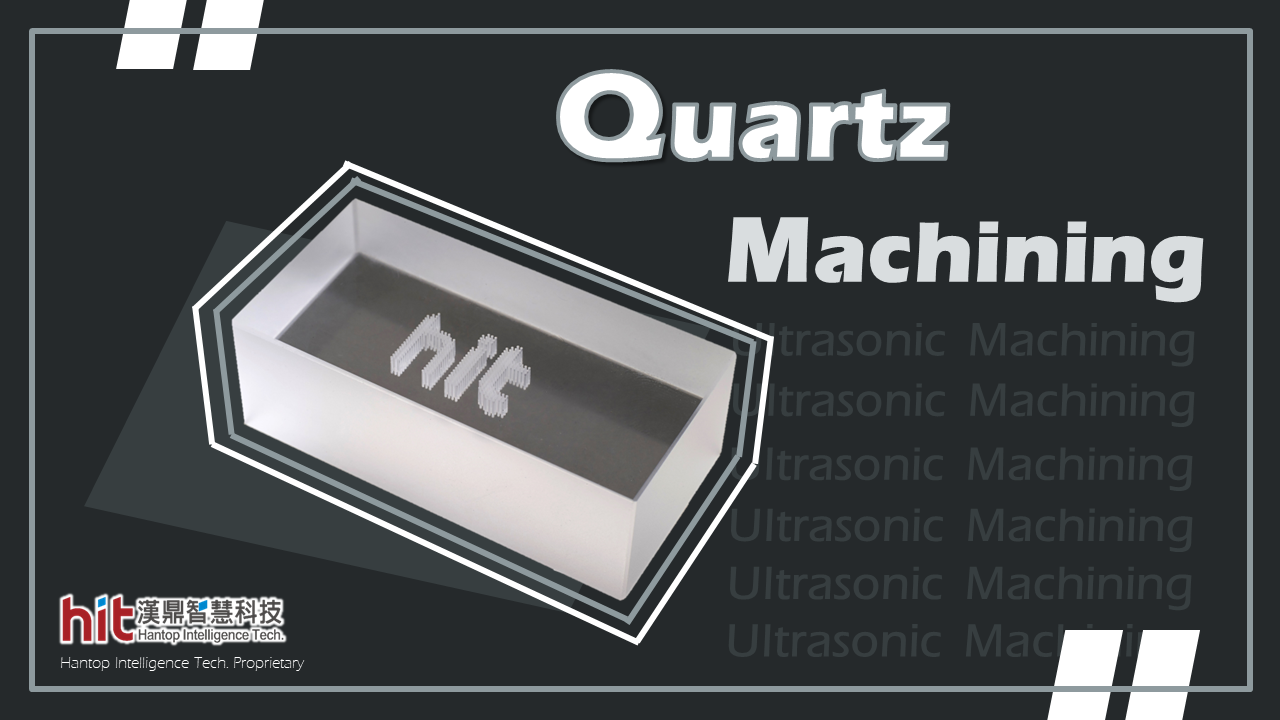
What is Quartz and its Common Use? Quartz Material PropertiesQuartz can be manufactured into Quartz Glass, which is sometimes referred to as fused quartz or fused silica. The material is composed of silicon dioxide (SiO2), which has very low thermal expansion and can maintain its dimensional stability even at elevated temperatures. Quartz glass has excellent electrical insulation property and is inert to attacks from all kinds of acids, even in very high concentrations, except for hydrofluoric acid. The material has high compressive strength, but also displays high hardness and brittleness. Defects on the surface may have a serious impact on its overall material strength.References :Top-Seioko - Fused silica : Key properties & popular applicationsAZO Materials - Fused Silica/Quartz Glass - Properties and Applications of Fused Silica/Quartz Glass by Goodfellow Ceramic & Glass DivisionIQS Directory - Quartz glassHeraeus - Properties of fused silica Common Applications of QuartzSince quartz glass has a wide transparency range and superior light transmittance, this makes it an ideal material for multiple optical applications in optoelectronics industry, such as prisms, lenses, etc. Its material properties also gives it a wide range of applications in semiconductor industry, such as quartz ring, quartz crucible, quartz wafer boat, etc. F1. silicon wafers in plastic wafer boat (quartz wafer boat is also applicable) How Quartz Machining Works? Quartz Machining 1 : Milling F2. industrial material machining milling processMachining quartz glass can be done using high precision CNC milling machines that are designed to machine ceramics and materials similar to glasses in terms of brittleness. Though quartz glass is also a hard and brittle material, its machinability is relatively good. Quartz Machining 2 : Cutting F3. industrial material cutting with high pressure water jetDue to the hardness and brittleness of quartz glass, machining it may need diamond cutting tools and the machining parameters must be optimized. Band and wire saws, chop saws, CO2 lasers, and water jet cutters are common tools used to cut quartz glass. Quartz Machining 3 : Drilling F4. industrial material drilling on milling machineThe material can also be drilled by using a diamond drill. In order to prevent the tools from premature wear-out, it is important to make sure the proper cooling device is available. Difficulties in Quartz Machining Quartz Machining Challenges in QualityThough quartz glass possesses high compressive strength, it is still a very hard and brittle material. Even small defects on the surface may have serious impact on its overall material strength. Especially in quartz glass drilling, there will easily be serious subsurface damage with improper cutting force. Another downside of machining quartz glass is that machining it produces great deal of powder and clogs the diamond cutting tools. This not only affects the stability of tool life, but also severely damages the quality of the workpiece. Quartz Machining Challenges in EfficiencyThough quartz glass is considered to have relatively good machinability, it is a hard and brittle material. The control of cutting force is important when machining quartz glass, since it may be easily chipped or cracked under excessive cutting force. This usually results in a very time-consuming machining process, and leaves the processing manufacturers a huge headache when dealing with this material. F5. the challenge of enhancing machining efficiency while maintaining required quality What Does HIT Ultrasonic Machining Bring to Quartz Machining? HIT’s ultrasonic-assisted machining technology provides the superimposition of the tool rotation with a high-frequency oscillation in longitudinal direction, generating over 20,000 times of micro-vibration per second. The mechanism helps reduce cutting forces and facilitates chip removal process.F6. HIT's ultrasonic machining technology with high-frequency oscillation in longitudinal direction facilitates chip removal process The reduction in cutting forces not only decreases frictions between tools and workpieces, but also allows feed rates to be increased. This greatly improves the quality of workpieces and the stability of tool life, and saves quite an amount of processing time. F7. HIT's ultrasonic machining technology helps reduction in cutting force, bringing more stability in tool lifeFacilitating chip removal process diminishes frictions on both tools and workpieces caused by excessive amount of chips. HIT’s ultrasonic high-frequency micro-vibration allows chips to break easily and lessens the occurrences of entangled chips. This also displays a great benefit to both the quality of workpieces and the stability of tool life.The technology specializes in micro-drilling and deep hole drilling hard and brittle advanced materials, including technical ceramics, quartz glass, super alloys, etc. The high-frequency micro-vibration displays the ability to control the cutting force in stable manner, decreasing the possibilities of severe subsurface damage. Offering a better way to improve the machining process by effectively enhancing machining efficiency, stabilizing the tool life, and bettering the quality of workpieces. F8. HIT's ultrasonic machining technology displays outstanding results on quartz micro-drilling and deep hole drillingMore information on HIT Ultrasonic Machining Technology Two Successful HIT Cases of Quartz Machining Quartz Machining Case 1 : Micro-channel Trochoidal MachiningF9. Quartz glass ultrasonic-assisted micro-channel machining workpieceThe original process needed to go through by using #200, #400, and #800 grinding tools from roughing to finishing. With HIT ultrasonic, customer's requirement on workpiece quality can be achieved just by using #800 grinding tool.F10. HIT ultrasonic-assisted micro-channel trochoidal machining of quartz glass helped reduce the maximum size of edge-cracks (1x smaller and 2x smaller) by using #400 and #800 grinding tools respectivelyWith HIT ultrasonic, high frequency micro-vibration helped reduce grinding forces. (Under the same machining parameters) The maximum size of edge-cracks was 1x smaller (from 0.182mm to 0.094mm) than that without ultrasonic, by using #400 grinding tool. (Under the same machining parameters) The maximum size of edge-cracks can be even smaller (down to 0.059mm) by using #800 grinding tool with HIT ultrasonic, while it failed to complete the machining process without ultrasonic due to tool breakage at the first slot.F11. HIT ultrasonic-assisted micro-channel trochoidal machining of quartz glass brought better particle flushing, preventing the tool from particles accumulationWith HIT ultrasonic, the tool constantly lifted from workpiece, which allowed for easier inflow of cutting fluid. Better particle flushing prevented the tool from serious material backfill. This not only reduced tool wear but also friction between tool and workpiece, which helped control and reduce grinding forces.(Under the same machining parameters) Without ultrasonic, the tool was in constant contact with workpiece, which made it hard for particle flushing. There were massive particles accumulated on both side and bottom of the tool. This weakened the tool's grinding ability and led to an increase in grinding forces. It not only impacted workpiece quality, but also caused serious tool wear.Quartz Machining Case 2 : Micro-Drilling F12. Quartz glass micro-drilling workpieceHIT conducted a Φ0.3x5.4mm micro-drilling on a 60x30x20mm quartz glass workpiece. Using HIT’s ultrasonic tool holder HSKE40 with the integration of CTS, ATC, and CNC automation system, HIT managed to drill 300 micro-holes in total, with the processing time within 40 seconds/per hole. The outcome, in terms of machining efficiency, prevailed over the machining results provided by the tool suppliers and clients. The precision repeatability is well-maintained with no obvious edge-cracks on the hole wall.F13. Quartz glass micro-drilling processThis feature is widely applied in the Semiconductor industry, especially being used for quartz plates, quartz rings, quartz substrate lens board, etc.More information on Quartz : Micro-drilling Quartz Machining Case 3 : Deep Hole DrillingF14. Quartz glass deep hole drilling workpieceHIT carried out a Φ3x65mm deep hole drilling on a 100x100x30mm quartz glass workpiece. Using HIT’s ultrasonic tool holder HSKA63 with the integration of CTS, ATC, and CNC automation system, HIT completed the machining process by enhancing the material removal rate (MRR) from 65.54 mm3/min (non-ultrasonic) to 533.64 mm3/min (HIT ultrasonic). This helps reduce the overall processing time over 85%, from 26 minutes 44 seconds to 3 minutes 17 seconds. F15. Quartz drilling processThis feature is widely applied in the Optoelectronics industry and Defense and Aerospace industry, especially being used for quartz lens, quartz reflector lens, quartz lens for gyroscope etc.More information on Quartz : Deep hole drilling Quartz Machining FAQ Q1 When machining quartz glass, it often produces great deal of powder. The accumulated powder may severely clog the diamond cutting tool and have a serious impact on both the tool life and the quality of workpieces. How does HIT's ultrasonic technology deal with this situation?A1 HIT's ultrasonic-assisted machining technology provides the superimposition of the tool rotation with a high-frequency oscillation in longitudinal direction, generating over 20,000 times of micro-vibration per second. The mechanism helps reduce cutting forces and facilitates chip removal process. HIT’s ultrasonic high-frequency micro-vibration allows chips to break easily and lessens the occurrences of entangled chips. With the assistance of high pressure (70bar) coolant through spindle (CTS), it allows the chip removal process even smoother. F16. HIT ultrasonic machining driver moduleMore information on HIT Ultrasonic Machining Module Q2 How to adjust feed rates and amplitude when I start machining Quartz with HIT's ultrasonic machining module system?A2 HIT aims to help clients face the challenges in Quartz machining. This includes providing the optimum machining parameters and services to ensure clients having the best experiences in using HIT’s ultrasonic machining module system. It is not just buying a product from HIT, but obtaining the knowledge, services, and efforts from the most professional team.F17. HIT ultrasonic tool holders Quartz Machining? Choose HIT Contact us if you are looking for a better way to improve machining efficiency, quality, and tool life.

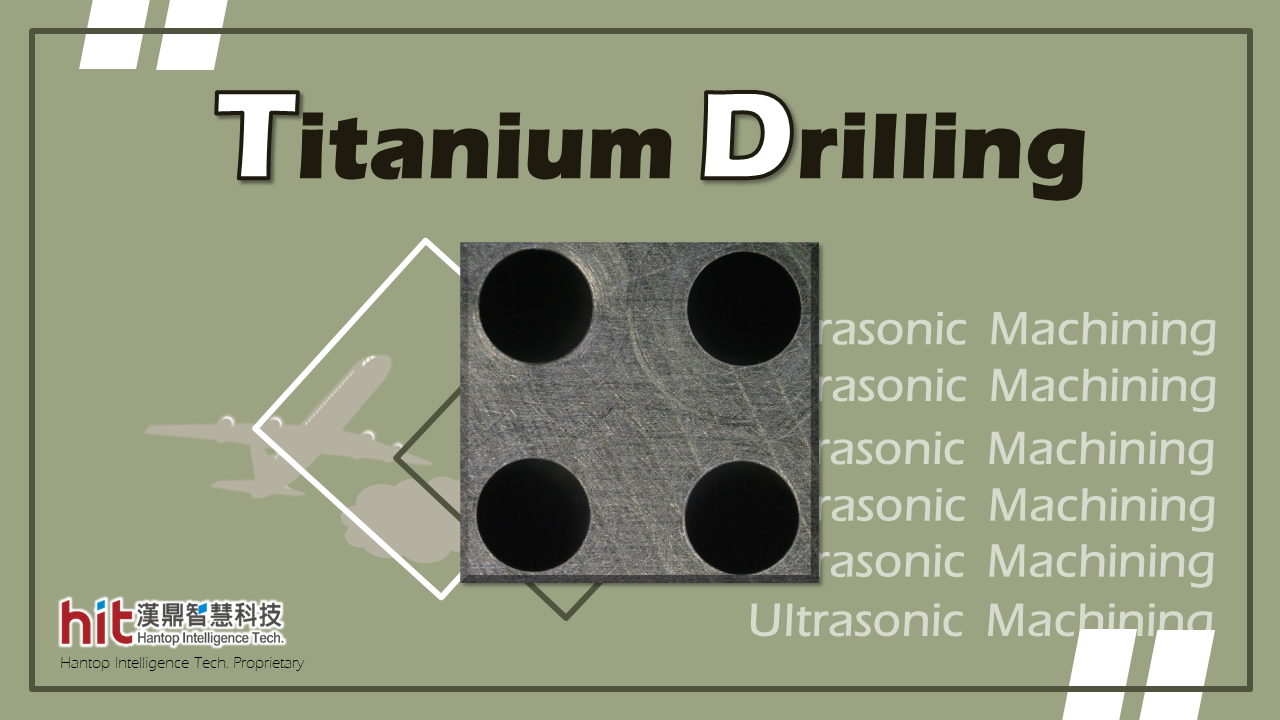
About Titanium and its Common Use Titanium Material PropertiesTitanium alloys are metals composed of a mixture of titanium and other chemical elements. The most common form of titanium alloys is Ti-6Al-4V (Learn more about the crystallographic forms of Titanium Alloys). The Mohs hardness ranking of this form of titanium alloy is approximately 41HRC, which is not as hard compared to other metal alloys. This material offers a combination of lightweight, high strength, low density, good corrosion resistance and ductility. F1. titanium metal alloy materialTitanium alloys are also recognized for their exceptional resistance to a wide range of chemical environments provided by a thin, invisible but extremely protective surface oxide film. The absorption of oxygen into the surface when the material is heated will cause an increase in hardness of the surface layer (Learn more about work hardening of Titanium Alloys). Common Applications of TitaniumIts excellent material properties, including lightweight, high strength, good corrosion resistance and good ductility, make it the prime choice for many fields of applications, including aircraft turbines, engine components, aircraft structural components (wings and fuselage), aerospace fasteners, automotive components (body panels, valves), marine applications, etc. F2. bolts and engine parts made of titanium alloyAerospace applications still account for the biggest chunk of the use of titanium alloys, due to its fine material properties of high strength, good fatigue resistance and fracture toughness.F3. Boeing 757-200 jet engine application in aerospace industry Tips and Common Tools for Titanium Drilling Titanium alloys require well-setup machining process to prevent the material from bending or surface hardening due to its low density, good ductility, and work hardening properties. Generally, the tool should be maintained as sharp as possible to minimize the built-up heat and tool wear. Using rigid setups between tool and workpiece to prevent the workpiece from bending due to its ductile characteristic. Proper cooling device is also strongly advised to lower the built-up heat.F4. drilling titanium alloy requires sharp and rigid drillsWhen it comes to drilling titanium alloys, carbide drills are the best choice especially for deep hole drilling. Using sharp drills of proper geometry and avoiding having the drill ride through the titanium surface are also key to successful drilling on titanium alloys (Learn more about tips on successful drilling on Titanium Alloys). Difficulties in Titanium Drilling Titanium Drilling Challenges in QualityThe good ductility and work hardening properties of titanium alloys have brought serious concerns for the quality of hole wall and the positional precision of the drilling holes. If the cutting (drilling) force is not well-controlled, the workpiece may suffer from displacement due to its ductile property. Its hardened surface and entangled chips will also cause severe damages to both the quality of workpiece and its positional precision. When it comes to higher aspect ratio (hole depth to diameter), it is going to be even more challenging to maintain the quality. Titanium Drilling Challenges in Tool LifeThe work hardening property of titanium alloys when it is heated has brought huge difficulties in drilling this material. With the protective oxide layer on the surface of titanium alloys, the drills may lose their sharpness easily and even encounter risks of tool breakage. Along with the entangled chips produced in the drilling process, not only the quality of workpiece is at stake, but also the tool life will be disastrously unstable. The major challenge also lies in controlling the cutting (drilling) force in the drilling process.F5. drilling process on a CNC machine HIT Achievements in Titanium Drilling HIT’s ultrasonic-assisted machining technology provides the superimposition of the tool rotation with a high-frequency oscillation in longitudinal direction, generating over 20,000 times of micro-vibration per second. The mechanism helps reduce cutting forces and facilitates chip removal process. F6. HIT's ultrasonic machining technology with high-frequency oscillation in longitudinal direction facilitates chip removal processThe reduction in cutting forces not only decreases frictions between tools and workpieces, but also allows feed rates to be increased. This mechanism along with the high pressure (70bar) coolant through spindle (CTS) feature help lower the heat produced during the machining process. This greatly improves the quality of workpieces and the stability of tool life, and saves a huge amount of processing time.F7. HIT's ultrasonic machining technology helps reduction in cutting force, bringing more stability in tool lifeFacilitating chip removal process diminishes frictions on both tools and workpieces caused by excessive amount of chips. HIT’s ultrasonic high-frequency micro-vibration allows chips to break easily and lessens the occurrences of entangled chips. This also displays a great benefit to both the quality of workpieces and the stability of tool life.Drilling titanium alloys with ultrasonic-assisted machining technology, the reduction in cutting forces and improvement in chip removal process allow better control of the quality of workpieces and the stability in tool life.More information on HIT Ultrasonic Machining Technology Two Successful HIT Cases of Titanium Drilling Titanium Drilling Case 1 : Micro-DrillingF8. titanium alloy micro-drilling workpieceHIT discovered that conducting the Φ0.5x5mm micro-drilling 50 holes on titanium alloy (Ti-6Al-4V) with ultrasonic-assisted machining technology, the cutting force can be reduced by 39%. With the integration of CTS, it greatly reduced the occurrence of twisted or entangled chips. This not only prolonged tool life, but also maintained the positional precision of the micro-holes.F9. shape of chips in titanium alloy micro-drillingThis feature is widely applied in the Aerospace industry and the 3C Electronics industry, especially being used for aircraft riveted components, phone cases, etc.More information on Titanium Drilling : Micro-Drilling Titanium Machining Case 2 : Side MillingF10. titanium alloy side milling workpieceHIT carried out side milling on titanium alloy (Ti-6Al-4V). Using HIT’s ultrasonic tool holder BT30 with the integration of CTS, ATC, and CNC automation system, HIT managed to greatly improve the tool life. It only showed a minor broken corner on the rake face of the tool, instead of severe tool wear such as the exposure of coating grains.F11. rake face of the tool in titanium alloy side millingF12. shape of chips in titanium alloy side millingThis feature is widely applied in the Aerospace industry and 3C Electronics industry, especially being used for aircraft structural components, phone cases, etc. Titanium Drilling FAQ Q1 How to control the cutting (drilling) force while reaching the required quality of the drilling holes?A1 HIT’s ultrasonic-assisted machining technology provides the superimposition of the tool rotation with a high-frequency oscillation in longitudinal direction, generating over 20,000 times of micro-vibration per second. The mechanism helps reduce cutting forces and facilitates chip removal process. HIT’s ultrasonic high-frequency micro-vibration allows chips to break easily and lessens the occurrences of entangled chips. With the assistance of high pressure (70bar) coolant through spindle (CTS), it allows the chip removal process even smoother. These features can successfully bring better quality of the workpieces and longer, more stable tool life.F13. HIT ultrasonic machining driver moduleMore information on HIT Ultrasonic Machining Module Q2 How to adjust feed rates and amplitude when I start drilling titanium alloys with HIT’s ultrasonic machining module system?A2 HIT aims to help clients face the challenges in drilling titanium alloys. This includes providing the optimum machining parameters and services to ensure clients having the best experiences in using HIT’s ultrasonic machining module system. It is not just buying a product from HIT, but obtaining the knowledge, services, and efforts from the most professional team.F14. HIT ultrasonic tool holders Titanium Drilling? Choose HIT Contact us if you are looking for a better way to improve machining efficiency, quality, and tool life.
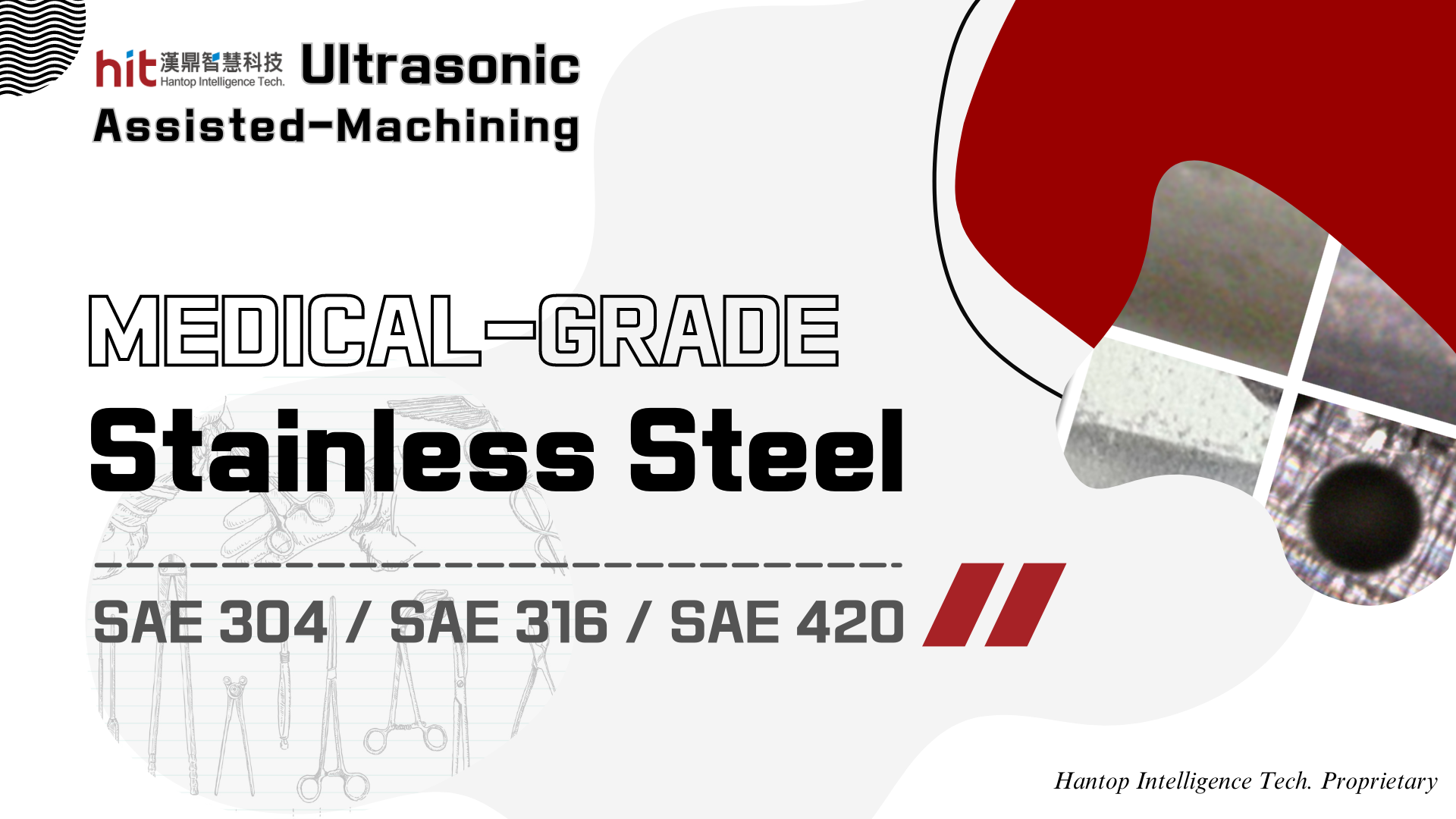
About Stainless Steel and its Common Use General Material Properties of Stainless Steel(Figure 1. HIT ultrasonic-assisted micro-drilling on stainless steel workpiece)Stainless steel is a group of steel alloys that are known for their excellent corrosion resistance, durability, and high strength. Here are some of the key material properties of stainless steel: - Corrosion Resistance -Stainless steel is highly resistant to corrosion and oxidation. This is primarily due to the presence of chromium in the alloy, which forms a passive oxide layer on the surface of the material. This oxide layer acts as a barrier, protecting the underlying steel from corrosion caused by exposure to moisture, chemicals, and other corrosive substances. (Read more on Why is Stainless Steel Corrosion Resistant?) It gives stainless steel rather low maintenance requirements, since it reduces the need for frequent cleaning, painting, or coating to protect against corrosion even in demanding environments. - Heat Resistance -Stainless steel also has excellent heat resistance, making it suitable for applications under high temperatures. It can withstand elevated temperatures without significant loss of strength or deformation. (Read more on Stainless Steel - High Temperature Resistance) This characteristic is crucial in industries such as aerospace, automotive, and energy, where components may be exposed to extreme heat or thermal cycling. - High Strength and Ductility -Stainless steel exhibits high strength, making it suitable for various structural and load-bearing applications. The strength of stainless steel is influenced by factors such as alloy composition, heat treatment, and manufacturing processes. Stainless steel also possesses good ductility, which allows it to be easily formed and fabricated into different shapes. This characteristic is beneficial in various manufacturing processes, including bending, welding, machining, and forming. The ductility of stainless steel can be further improved by controlling the alloy composition and employing suitable heat treatments. - Hygienic Properties -Stainless steel is widely used in industries that require high standards of cleanliness and hygiene, such as food processing, medical (surgical), and pharmaceutical industries. It is non-porous, making it resistant to bacterial growth, easy to clean, and capable of withstanding repeated sterilization processes.Learn more detailed information on Stainless Steels - Specifications, Grades and Properties Different Grade Families of Stainless SteelApart from the more general perspective on the material properties of stainless steel, the family of stainless steels is primarily classified into four main categories, including Ferritic, Austenitic, Martensitic, and Duplex, based upon their crystal microstructure. (Read more on Grading Systems for Stainless Steel)In general, austenitic and martensitic grades stainless steel, including SAE/AISI 304, 316, and 420, are often used in the making of medical and surgical equipment or spare parts. The following illustrates the comparison of these three commonly used stainless steel grades.(Figure 2. medical/surgical instruments made of stainless steel) - Austenitic - 304 Stainless Steel (SAE/AISI 304) -Composition304 Stainless steel contains 18-20% chromium and 8-10.5% nickel, along with small amounts of carbon, manganese, and other elements.Corrosion ResistanceIt offers good corrosion resistance in a wide range of environments, including atmospheric conditions and mild chemical environments.Strength304 Stainless steel has good tensile strength and yield strength, making it suitable for general-purpose applications.Industry Applications304 Stainless steel is commonly used in various industries, including food processing, kitchen equipment, architectural applications, and chemical processing.(Learn more detailed information on Grade 304 Stainless Steel: Properties, Fabrication and Applications) - Austenitic - 316 Stainless Steel (SAE/AISI 316) -Composition316 Stainless steel contains 16-18% chromium, 10-14% nickel, and 2-3% molybdenum, along with other elements.Corrosion ResistanceIt provides excellent corrosion resistance, particularly in harsh environments, such as marine or chloride-rich conditions.Strength316 Stainless steel has higher tensile and yield strength compared to 304, making it suitable for applications requiring exposures under increased pressure.Industry Applications316 Stainless steel is commonly used in marine equipment, chemical processing, pharmaceuticals, and medical implants where superior corrosion resistance is required.(Learn more detailed information on Grade 316 Stainless Steel: Properties, Fabrication and Applications) - Martensitic - 420 Stainless Steel (SAE/AISI 420) -Composition420 Stainless steel contains around 12-14% chromium, with no or minimal nickel content. It also has a higher carbon content compared to 304 and 316.Corrosion ResistanceIt offers moderate corrosion resistance in mild environments but is less resistant to corrosive chemicals or chlorides compared to 304 and 316.Strength420 Stainless steel has high hardness and good strength, making it suitable for applications requiring wear resistance, such as cutlery, surgical instruments, and moulds. The material can exhibit even higher hardness (up to HRC 50-55) after heat treatment, which allows it to be applied in environments under higher precision and stricter standards.Industry Applications420 Stainless steel is commonly used in the production of blades, knives, scissors, surgical instruments, and moulds where hardness and wear resistance are crucial.(Learn more detailed information on Stainless Steel - Grade 420)In brief summary, 304 stainless steel (SAE/AISI 304) provides good general corrosion resistance and is suitable for a wide range of applications. 316 stainless steel (SAE/AISI 316) offers excellent corrosion resistance, particularly in aggressive environments, and has higher strength than 304. 420 stainless steel (SAE/AISI 420) has lower corrosion resistance but offers high hardness and wear resistance, making it ideal for applications requiring cutting or wear resistance properties. The choice between these grades depends on the specific requirements of the application, including corrosion resistance, strength, and wear resistance. Difficulties in Medical-Grade Stainless Steel MachiningMachining stainless steel, including grades 304, 316, and 420, can present certain difficulties due to the material properties of these steel alloys. The following shows common challenges encountered in machining these stainless steel grades: Work HardeningStainless steel grades, including 304, 316, and 420, have a tendency to work harden during machining. (Read more on Hardening Stainless Steels: A Brief Guide) As the material is deformed by the cutting tool, it becomes harder and more resistant to further cutting. This work hardening effect can lead to increased cutting forces, tool wear, and difficulties in achieving desired workpiece quality. In addition, stainless steel also tends to produce long, stringy chips, which may lead to chip accumulation and interfere with the cutting process and damage the workpiece or tool. The harder and more resistant to cutting the material gets, the more challenging it is for its chip evacuation. High Cutting ForcesStainless steel is known for its high strength and toughness, which results in high cutting forces during machining. These high cutting forces require robust cutting tools and machines capable of handling the stress. Managing these forces effectively is important to prevent tool breakage, chatter, and other machining issues. Heat GenerationStainless steel has low thermal conductivity (Read more on Thermal Activity in Stainless Steel Compared to Other Metals), which means that heat generated during machining tends to concentrate in the cutting zone. This can lead to elevated temperatures that may cause tool wear, tool deformation, and plastic deformation (Learn about Some Basics of Plastic Deformation Mechanism) in the material.(Figure 3. CNC machining on metal/steel alloy requires proper cooling methods) Tool WearStainless steel grades, especially 420, are relatively hard, which can cause serious tool wear during machining. The work hardening, high cutting forces, and heat generation contribute to tool wear and can reduce tool life. Therefore, selecting appropriate tool materials with high hardness and wear resistance, as well as optimizing cutting parameters, is crucial to mitigate tool wear issues.It's important to note that the specific difficulties in machining stainless steel can vary depending on factors such as the specific grade, workpiece geometry, cutting tool selection, and machining parameters. What Does HIT Ultrasonic Machining Bring to Medical-Grade Stainless Steel Machining? Ultrasonic High Frequency OscillationHIT's ultrasonic-assisted machining technology provides the superimposition of the tool rotation with a high-frequency oscillation in longitudinal direction, generating over 20,000 times of micro-vibration per second. The mechanism helps reduce cutting forces and facilitates chip removal process.(Figure 4. HIT ultrasonic-assisted machining technology with high frequency oscillation in longitudinal direction facilitates chip removal process)The high-frequency oscillation in longitudinal direction allows for an intermittent contact between the tool and workpiece. This helps eliminate accumulative cutting heat around the tool tip, which results in great reduction in tool wear. Reduction in Cutting ForceThe reduction in cutting forces not only decreases frictions between the tool and workpiece, but also allows cutting speed and feed rates to be increased. This mechanism along with the high pressure (up to 70bar) coolant through spindle (CTS) feature also helps lower the heat generated during the machining process. It greatly improves the workpiece quality and stability in tool life and saves a huge amount of energy and processing time.(Figure 5. HIT ultrasonic-assisted machining technology helps reduction in cutting forces and brings more stability in tool life) Easier Chip Removal ProcessFacilitating chip removal or chip evacuation process also reduces frictions on both tool and workpiece caused by excessive amount of accumulative chips. Especially when the chips are long and stringy, it may lead to built-up edge (BUE) or chip re-cutting situations, which worsens workpiece quality and endangers tool life. The reduction in cutting forces with HIT's ultrasonic high-frequency micro-vibration allows the tool to cut off the material more easily with easier chip evacuation process. The elimination of entangled, accumulative chips also contributes to better workpiece quality and longer tool life.(Read more on Built-up Edge Formation in Stainless Steel Milling) Benefits in Machining of Stainless SteelIn machining of medical-grade stainless steel, HIT ultrasonic-assisted machining technology helps reduce cutting forces, which allows the tool to cut off the material more easily with better chip removal. This mechanism contributes to better workpiece quality (elimination of burrs and better roundness in drilling holes) and tool life (better chip evacuation and prevention of entangled, accumulative chips around cutting tools).More information on HIT Ultrasonic Machining Technology💡 Read more on the benefits of HIT ultrasonic-assisted machining on metal, alloy, hard steel materials: Facing the Challenges in Machining of Tungsten CarbideHow to Drill Titanium: The Aerospace Fever in Titanium Drilling Two Successful HIT Cases of Stainless Steel Machining SAE 420 Stainless Steel: Micro-Milling & Micro-Drilling(Figure 6. HIT ultrasonic-assisted micro-milling and micro-drillilng 420 stainless steel workpiece)HIT helped one of its customers within the medical field with SAE/AISI 420 stainless steel micro-machining process in the making of minimally invasive surgical spare parts. The full length of the workpiece was only 4mm, with the slot width only 0.8mm.Doing fine milling and drilling of these micro-features with HIT BT30 ultrasonic machining module, the high frequency micro-vibration helped reduce cutting forces. This resulted in great reduction in feed/tool marks and burrs on the workpiece.(Figure 7. Comparison of workpiece quality between HIT ultrasonic-assisted machining and without ultrasonic on 420 stainless steel micro-milling and micro-drilling)HIT ultrasonic-assisted machining technology ultimately helped its customer enhance product yield rate from under 10% to 100%, not only saving up the time and preventing the risks of manual refining process, but also helping the customer win the case.This feature is applied in the Medical industry, especially being used for minimally invasive surgical spare parts, such as biopsy forceps, grasping forceps, etc.See detailed information of SAE 420 Stainless Steel: Micro-Milling & Micro-Drilling SAE 304 Stainless Steel: Micro-Drilling on curved surface(Figure 8. HIT ultrasonic-assisted micro-drillilng 304 stainless steel workpiece)HIT carried out micro-drilling on curved surface of SAE/AISI 304 stainless steel. By using HIT HSK-A63 ultrasonic machining module, the high frequency micro-vibration helped reduce cutting forces. This prevented the tool from deflection under the circumstance of not doing plunge milling (Learn more on what is Plunge Milling?) before the main drilling process.The reduction in cutting forces not only contributed to zero burrs around the drilling holes under microscope but also provided with better chip removal process.(Figure 9. Comparison of hole quality between HIT ultrasonic-assisted machining and without ultrasonic on 304 stainless steel micro-drilling on curved surface)HIT ultrasonic-assisted machining technology helped improve hole quality (with no burrs) and achieve 4 times longer tool life.(Figure 10. Comparison of tool wear between HIT ultrasonic-assisted machining and without ultrasonic on 304 stainless steel micro-drilling on curved surface)This feature can be applied in the Semiconductor industry and 3C Electronics industry, especially being used for vacuum plates, electronic spare parts, etc.See detailed information of SAE 304 Stainless Steel: Micro-Drilling on curved surface Medical-Grade Stainless Steel Machining FAQ Q1 How did HIT ultrasonic achieve great roundness in drilling holes without pilot drilling or plunge milling on stainless steel machining?A1 Poor hole roundness usually resulted from the high cutting forces tool received when it first contacted with the workpiece, which caused the tool to wonder and deflect.The high frequency micro-vibration (over 20,000 times per second) of HIT ultrasonic-assisted machining helps greatly reduce cutting forces. This mechanism prevented the tool from deflection due to the received high cutting forces when it first contacted with the workpiece.The high frequency micro-vibration also helped break chips more easily with better chip removal, which resulted in the elimination of burrs around the drillilng holes to achieve great hole quality on stainless steel.(Figure 11. HIT ultrasonic-assisted machining driver module)More information on HIT Ultrasonic Machining Module Q2 How to adjust machining parameters, such as feed rate, cutting speed, or ultrasonic power when I start machining stainless steel with HIT ultrasonic machining module?A2 Hantop Intelligence Tech. is a professional solution provider of advanced-material machining technology and smart automation modules. It aims to provide not only high-precision ultrasonic-assisted machining module products, but also professional knowledge on how to optimize the benefits customers can achieve with ultrasonic-assisted machining technology.This includes providing the optimized machining parameters (according to the target material and machining features) and services to ensure customers having the best experiences in using HIT ultrasonic machining module. Customers are not just buying a product from HIT, but obtaining ultrasonic machining knowledge and services from the most professional team.(Figure 12. HIT ultrasonic-assisted machining toolholders) Medical-Grade Stainless Steel Machining? Choose HITContact us if you are looking for a better way to improve machining efficiency, workpiece quality, and tool life, by following the trend of ESG.

About Silicon Carbide (SiC) and Its Common Use in Semiconductor Manufacturing Process Silicon Carbide (SiC) Material Properties(Figure 1. HIT ultrasonic-assisted machining of silicon carbide workpieces, including SiC shaft seal, SiC micro-drilling, and SiC helical circular ramping)Silicon carbide (SiC) has been an extremely popular material in recent years due to the rapid rise of importance of semiconductor and electric vehicles application. Here are some typical material properties of silicon carbide: - High Hardness and Good Mechanical Strength -Silicon carbide is an extremely hard material, ranking close to diamond on the Mohs scale (Mohs hardness rating of 9). This hardness makes it highly wear resistant and thus has good mechanical strength. This makes silicon carbide an exceptional material choice for high precision mechanical components, which can withstand mechanical loads and stress. - Excellent Thermal Conductivity and Stability -Silicon carbide has a very high melting point (approximately 2,700°C or 4,892°F) and is resistant to thermal shock. This property allows it to maintain its structural stability even in oxidizing and corrosive environments under elevated temperatures. The material exhibits excellent thermal conductivity, making it an effective heat conductor. - Electrical Conductivity -Silicon carbide can be both a semiconductor and a conductor, depending on its crystal structure. The material is valuable for power electronics and high-frequency RF devices due to its wide bandgap (WBG). (Read more on What Are Wide Bandgap Power Supplies?) The bandgap of a semiconductor material determines the amounts of energy required to move an electron to the conduction band and acted as a conductor. Traditionally, silicon has been the primary material used for semiconductors. Being as a wide bandgap material, silicon carbide can be thinner than silicon to sustain the same voltage applied. This results in lower conduction and switching losses compared to silicon-base devices.💡 Learn more on Silicon Carbide (SiC) Properties and Applications Common Use of Silicon Carbide (SiC) in Semiconductor Wafer Foundry ProcessKey spare parts within the semiconductor manufacturing chamber that are made of silicon carbide (SiC) are essential for various applications in the wafer foundry process. Some of the important silicon carbide spare parts include: - SiC Wafer Substrates and Wafer Susceptors -SiC wafer substrates serve as the foundation for the epitaxial growth of other semiconductor materials, such as gallium nitride (GaN). (Learn more on Silicon Carbide Substrates for Power Electronics) These substrates are crucial for the manufacture of high-performance and high-frequency electronic devices. (Figure 2. Silicon carbide wafer susceptors used in MOCVD process for epitaxial growth - source: AIXTRON Group)SiC-coated susceptors are used in chemical vapor deposition (CVD) and metal-organic chemical vapor deposition (MOCVD) processes for epitaxial growth. (Read more on How MOCVD Works) They are designed to withstand high temperatures and corrosive environments while supporting the growth of thin films and epitaxial layers. - SiC Etch Chambers and Showerheads -SiC is used to fabricate etch chambers and components within the etch chambers (such as SiC showerheads) for processes like plasma etching and chemical vapor deposition. (Learn more on how HIT applied ultrasonic-assisted machining technology on silicon carbide micro-drilling for showerheads) (Figure 3. HIT ultrasonic-assisted machining of silicon carbide micro-drilling for semiconductor showerheads application)The excellent thermal stability and corrosion resistance properties make silicon carbide a durable choice for these applications. - SiC Bearings and Seals -In semiconductor manufacturing equipment, SiC bearings and seals are used due to their excellent wear resistance, thermal stability, and chemical inertness. (Learn more on how HIT applied ultrasonic-assisted machining technology on silicon carbide milling for shaft seals) These material properties help maintain the integrity and stability of processing chambers and vacuum environments. - SiC Ceramic Nozzles and Liners for Wet Cleaning in Process Chamber -SiC nozzles and liners are used in plasma etching and wet cleaning processes, where aggressive and corrosive chemicals are involved under elevated temperatures. (Learn more on What is Plasma Etching and why it is Important for Product Development?) The chemical resistance and thermal stability material properties of silicon carbide are advantageous under this context. Mechanism of Silicon Carbide (SiC) Grinding In the initial stages of grinding, abrasive grains on the grinding tool plow into the surface of silicon carbide workpiece, creating grooves or scratches. This is mainly due to the hardness of the abrasive grains and their contact with the workpiece. (Figure 4. HIT ultrasonic-assisted grinding of silicon carbide for the making of wafer susceptors)As grinding continues, the abrasive grains begin to cut into the silicon carbide material. This cutting action is responsible for the removal of material and the generation of the desired shape and surface finish. Some silicon carbide material may fracture under the high grinding forces generated during the grinding process. This can lead to the formation of micro-cracks and help with the removal of material.💡 Learn more on Grinding characteristics, material removal and damage formation mechanisms in high removal rate grinding of silicon carbide Difficulties in Silicon Carbide (SiC) Grinding Grinding silicon carbide can be challenging due to its unique material and mechanical properties. Some of the difficulties associated with silicon carbide grinding include: Hardness and BrittlenessSilicon carbide is an extremely hard material, ranking at 9 on Mohs scale of hardness (close to diamond). This hardness can lead to excessive wear and rapid dulling of grinding tools/wheels. Silicon carbide material is also very brittle, which means it is prone to fracturing during grinding. The increasing grinding forces can induce chipping and edge-cracks in the material, affecting the quality of the finished surface. High Friction and Increasing Grinding ForcesHigh friction between the grinding tool and silicon carbide workpiece mainly result from ceramic particles (silicon carbide material debris) accumulation on the pores (between abrasive grains) of grinding tool. Poor ceramic particle evacuation can lead to the declination of tool's grinding capacity, and thus resulting in the increase of grinding forces. Tool Wear and Tool DressingGrinding tools/wheels for the grinding of silicon carbide can wear down very quickly due to rapid loss of grinding capacity because of poor particle evacuation, requiring frequent replacement and increasing the cost of the grinding process. Regular dressing of the grinding tool/wheel is necessary to maintain its sharpness and prevent loading of abrasive grains with silicon carbide material debris, which can lead to poor grinding efficiency.However, regular tool dressing usually takes up a huge amount of process time, and the grinding tool would inevitably have additional wear during the tool dressing process. This is not only time-consuming, but it could also lead to rapid declination of tool's grinding ability. What Does HIT Ultrasonic Machining Bring to Silicon Carbide (SiC) Grinding? Ultrasonic High Frequency OscillationHIT's ultrasonic-assisted machining technology provides the superimposition of the tool rotation with a high-frequency oscillation in longitudinal direction, generating over 20,000 times of micro-vibration per second. The mechanism helps reduce grinding forces and facilitates ceramic particle flushing.(Figure 5. HIT ultrasonic-assisted machining technology with high frequency oscillation in longitudinal direction facilitates chip removal process)The high-frequency oscillation in longitudinal direction allows for an intermittent contact between the tool and workpiece. This helps eliminate accumulative heat around the grinding tool, which results in great reduction in tool wear. Reduction in Grinding ForcesThe reduction in grinding forces not only decreases frictions between the tool and workpiece, but also allows cutting speed and feed rate to be increased. This mechanism also helps lower the heat generated during the machining process. It greatly improves the workpiece quality and stability in tool life and saves a huge amount of energy and total process time. Better Particle FlushingFacilitating ceramic particle flushing also reduces frictions on both tool and workpiece caused by excessive particles stuck on the grinding tool/wheel. If the pores (between abrasives) of the grinding tool were filled with accumulative ceramic particles, the tool would quickly lose its grinding ability.(Figure 6. Explanation on self-sharpening mechanism of grinding tools/wheels - source: Testbook Edu Solutions Pvt. Ltd.)The high frequency micro-vibration of ultrasonic brings better particle flushing, which helps generate the self-sharpening mechanism (worn-out abrasive grits fall off, and new diamond grits come out to continue grinding) of grinding tool/wheel. This can greatly reduce the time and tool wear from tool dressing process.💡 Learn more on Self-sharpening tendency of a conventional grinding wheel depends upon Benefits of HIT Ultrasonic in Grinding of Silicon Carbide (SiC)In grinding of silicon carbide, HIT ultrasonic-assisted machining technology helps reduce grinding forces and brings better particle flushing. This mechanism contributes to much shorter process time (elimination of tool dressing process), better workpiece quality (reduced edge-cracks and better surface quality), and longer tool life (elimination of tool dressing process and prevention of accumulative ceramic particles). Two Successful HIT Cases of Silicon Carbide (SiC) Grinding Silicon Carbide (SiC): Surface Grinding(Figure 7. HIT ultrasonic-assisted grinding silicon carbide workpiece)HIT carried out grinding of silicon carbide by using HIT BT-30 ultrasonic machining module. The high frequency micro-vibration helped with better particle flushing. This effectively prevented pores of the grinding tool from being filled with cumulative silicon carbide ceramic particles.(Figure 8. Comparison of workpiece quality between HIT ultrasonic-assisted machining and without ultrasonic on silicon carbide grinding)The lowered and stable grinding forces helped reduce chipping or cracks on the edge of workpiece with consistent size of tool marks on the surface.(Figure 9. Comparison of tool wear between HIT ultrasonic-assisted machining and without ultrasonic on silicon carbide grinding)The self-sharpening mechanism of grinding tool was generated and the new diamond grits came out to restore the grinding capacity. There was no need for tool dressing, so the total tool wear only came from the grinding process.💡 See detailed information of Silicon Carbide (SiC): Surface Grinding Silicon Carbide (SiC) Grinding: (Helical) Circular Ramping(Figure 10. HIT ultrasonic-assisted grinding - helical circular ramping silicon carbide workpiece)HIT carried out (helical) circular ramping - grinding on silicon carbide by using HIT BT-30 ultrasonic machining module. The high frequency micro-vibration helped reduce grinding forces. This resulted in great improvement in the surface quality and mitigation of tool marks.(Figure 11. Comparison of surface roughness between HIT ultrasonic-assisted machining and without ultrasonic on silicon carbide grinding helical circular ramping)HIT utlrasonic-assisted machining technology in rough grinding process helped improve surface roughness (Sa) and tool marks. This allowed for reduction in post-process time, which also increased machining efficiency.(Figure 12. Comparison of tool wear between HIT ultrasonic-assisted machining and without ultrasonic on silicon carbide grinding helical circular ramping)The high frequency micro-vibration helped with better particle flushing. Much less and slower accumulation of ceramic particles on the grinding tool helped reduce grinding forces. This not only resulted in less tool wear, but also higher surface quality.💡 See detailed information of Silicon Carbide (SiC) Grinding: (Helical) Circular Ramping📺 Watch how HIT ultrasonic-assisted grinding of silicon carbide - (helical) circular ramping📺 Watch more HIT Ultrasonic-assisted Advanced-Material Machining Videos Silicon Carbide (SiC) Grinding FAQ Q1 How is HIT ultrasonic able to reduce edge chipping or edge-cracks on the silicon carbide (SiC) grinding workpiece?A1 The high frequency micro-vibration of ultrasonic can help reduce grinding forces. Since the oscillation amplitude of ultrasonic is very small, the goal is to create micro-cracks on the molecular chains of silicon carbide material in order to facilitate material removal process.Serious edge chipping or edge-cracks on the silicon carbide workpiece usually resulted from much stronger vibration generated by the machine itself during the process. This also leads to poor precision and surface quality of workpiece.💡 More information on HIT Ultrasonic-assisted Machining Technology Q2 How to adjust machining parameters, such as feed rate, cutting speed, or ultrasonic power, when I start grinding silicon carbide material with HIT's ultrasonic machining module?A2 Hantop Intelligence Tech. is a professional advanced-material machining process technology and smart automation modules supplier. It aims to provide not only high-quality ultrasonic-assisted machining module products, but also professional knowledge on how to optimize the benefits customers can achieve with the ultrasonic-assisted machining technology. This includes *providing the optimized machining parameters (according to the target material and machining features) and services to ensure customers having the best experiences in using HIT ultrasonic machining module. Customers are not just purchasing a product from HIT but obtaining ultrasonic machining process technology and services from the most professional and dedicated team.⚠️*Providing the optimized machining parameters may come with additional fee depending on further negotiation.(Figure 13. HIT ultrasonic-assisted machining module products)💡 More information on HIT Ultrasonic Machining Products Silicon Carbide (SiC) Grinding? Choose HIT Ultrasonic Process Technology Contact us if you are looking for a better way to improve machining efficiency, workpiece quality, and tool life.Or apply to become our international sales partners! Fill out the Application Form to become our international distributor.

HIT Ultrasonic @ TMTS 2024 | Advanced-Material Machining Solution Modules TMTS 2024 (Taiwan International Machine Tool Show) concluded successfully after five days (3/27 to 3/31) of exhibition activities!This year's event, themed "Dual Axis (Digital Transformation - DX and Green Transformation - GX) Intelligent Manufacturing," attracted nearly 70,000 visitors from both domestic and international sectors, making it a lively and prosperous event with booming popularity and abundant business opportunities throughout the event. 【HIT@TMTS 2024: Visiting Crowd at HIT Booth】(Figure 1. Hantop Intelligence Tech. exhibitted in TMTS 2024)(Figure 2. Continuous flow of visitors came to HIT booth to learn more about ultrasonic-assisted machining products during TMTS 2024)At this year's event, in addition to showcasing Ultrasonic-assisted Machining Module products, HIT also introduced new products set to be launched soon this year. These include the Ultrasonic Wafer Grinding Spindle, BT30 Ultrasonic Direct-Drive Spindle, and CNC On-machine 2D Visualization Tool Dynamic Measurement Instrument, catering to the processing applications of hard and brittle materials such as ceramics, glass, as well as heat-resistant alloys and hard steels.Over the five days of the exhibition, there was a continuous flow of visitors to the HIT booth. These new products were not only displayed at the HIT booth but also showcased in collaboration with major well-known business partners, attracting even more interested individuals to learn about them. 【HIT@TMTS 2024: Display Ultrasonic Products in Cooperation with Business Partners】We would like to express our gratitude to Tongtai Machine & Tool Co. for collaborating with HIT at this year's event to showcase the CNC On-Machine 2D Visualization Tool Dynamic Measurement Instrument, providing customers with a more comprehensive tooling solution.(Figure 3. HIT displayed new product - CNC on-machine 2D visualization tool dynamic measurement instrument in collaboration with Tongtai Machine & Tool Co.)We extend our thanks to Falcon Machine Tools Co. (Chevalier) for their collaboration with HIT at this year's event, demonstrating the integration of HIT Ultrasonic-assisted Machining Module with its vertical machining center machine, particularly focusing on grinding solutions for semiconductor materials such as Silicon Carbide (SiC).(Figure 4. Falcon Machine Tools Co. (Chevalier) displayed its vertical grinding center integrated with HIT ultrasonic-assisted machining module)(Figure 5. The vertical grinding center of Falcon Machine Tools Co. (Chevalier) integrated with HIT ultrasonic machining module provides new machining solution for semiconductor industry application)Our appreciation also goes to Royal Precision Tools Co. for exhibiting the new product developed in collaboration with HIT, the BT30 Ultrasonic Direct-Drive Spindle, at this year's event. This provides customers with a more integrated ultrasonic-assisted machining technology solution when investing in new machine tools.(Figure 6. HIT displayed new product - BT30 ultrasonic direct-drive spindle in collaboration with Royal Precision Tools Co.)(Figure 7. HIT collaborated with Royal Precision Tools Co. in the development of new product - BT30 ultrasonic direct-drive spindle as a new milestone of ultrasonic-assisted machining technology) 【HIT@TMTS 2024: Thanks all the Industrial Experts for Visiting!】HIT sincerely thanks all the visitors during the exhibition! 💝HIT will deeply treasure the feedback from customers and business partners and turn this encouragement into motivation for growth. HIT aims to bring more innovative and diverse product applications this year, while continuing to provide high-quality products and dedicated professional services to customers both domestically and internationally. HIT sincerely invites all industry experts to continue following and supporting us!(Figure 8. Continuous flow of visitors came to HIT booth to learn more about ultrasonic-assisted machining products during TMTS 2024)(Figure 9. TMTS 2024 - Thanks Yinsh Precision Industrial Co. for visiting and learning about ultrasonic spindle product)(Figure 10. TMTS 2024 - Thanks industrial experts for visiting and learning about ultrasonic-assisted machining module product)(Figure 11. TMTS 2024 - Thanks Evergreen Aviation Technologies Co. for visiting and learning about ultrasonic products)(Figure 12. TMTS 2024 - Thanks Chin Ming Precision Tools Co. for visiting and learning about ultrasonic products)(Figure 13. TMTS 2024 - Thanks Onano Industrial Co. for visiting and learning about ultrasonic-assisted machining module product)(Figure 14. TMTS 2024 - Thanks potential clients for visiting and learning about ultrasonic-assisted machining module and its industrial application)(Figure 15. TMTS 2024 - Thanks potential clients from abroad for visiting and learning about ultrasonic-assisted machining technology)(Figure 16. TMTS 2024 - Thanks Japanese business partner Dynamic Tools Corporation ダイナミックツール株式会社 for visiting and learning about new ultrasonic products)(Figure 17. TMTS 2024 - Thanks industrial experts for visiting and learning about HIT new product - CNC on-machine 2D visualization tool dynamic measurement instrument at Tongtai booth)(Figure 18. TMTS 2024 - Thanks industrial experts for visiting and learning about HIT new product - CNC on-machine 2D visualization tool dynamic measurement instrument at Tongtai booth)(Figure 19. TMTS 2024 - Thanks Falcon Machine Tools Co. (Chevalier) for giving its utmost support for the promotion of its machine tool integrated with HIT ultrasonic-assisted machining module)(Figure 20. TMTS 2024 - Thanks ECOM Precision Machinery Co. for visiting and learning about HIT new product - BT30 ultrasonic direct-drive spindle at Royal booth) 【HIT@TMTS 2024: Eager to Know More? Here's the Latest Ultrasonic Machining Application!】 Ultrasonic Machining of Inconel 718 : Keyway Side Milling | Hantop Intelligence Tech.👍🏻 80% Higher Machining Efficiency 👍🏻 3x Longer Tool Life 👍🏻 90% Better Surface QualityHIT utilized HSK-A63-R30 ultrasonic machining module for keyway side milling on Nickel Alloy (Inconel 718). The high frequency micro-vibration allowed the tool to constantly lift from workpiece. This brought better inflow of cutting fluid, offering better cooling effect and easier chip evacuation. The reduced cutting force and tool wear helped achieve higher efficiency and better workpiece quality. Ultrasonic Machining of Inconel 718 : Circular Pocket Milling | Hantop Intelligence Tech.👍🏻 4x Higher Machining Efficiency 👍🏻 75% Longer Tool Life 👍🏻 1.5x Better Surface QualityHIT utilized HSK-A63-R30 ultrasonic machining module for circular pocket milling on Nickel Alloy (Inconel 718). The high frequency micro-vibration allowed the tool to constantly lift from workpiece. This brought better inflow of cutting fluid, offering better cooling effect and easier chip evacuation. The reduced cutting force and tool wear allowed for an increase in feed per revolution, which helped avoid the work-hardened layer on the material. It then achieved higher efficiency and better workpiece quality.💡 Learn more about Ultrasonic-Assisted Machining Heat-Resistant Alloys: How to Drill Titanium: The Aerospace Fever in Titanium Drilling Moreover, HIT will be exhibitting in the 2024 Touch Taiwan (Display International Expo) - Electronic Equipment Expo towards the end of this month (April).HIT sincerely welcomes industrial experts to come visit and learn more about ultrasonic-assisted machining of automotive special-shaped display panel glass! -Hantop Intelligence Tech.✨Solution Provider of Advanced-Material Machining Technology & Smart Automation Modules✨☎️ +886-4-2285-0838📧 sales@hit-tw.com To improve the machining efficiency, workpiece quality, and tool life, by following the trend of ESG, feel free to CONTACT US.
Did you know?Under the same number of door operations, linear motor automatic doors can save 55.6% more energy compared to pneumatic cylinder automatic doors!In addition to significantly saving energy and electricity costs and reducing carbon emissions, linear motor automatic doors stop immediately when the track has accumulated chips, or workpieces have fallen, causing the motor current to overload and trigger the protection mechanism, reducing personnel injury and maintenance frequency.Linear motor automatic doors can enhance the efficiency of automated production lines. They seamlessly continue the operation after closing, reducing downtime of the production line. Additionally, during a shutdown, pneumatic cylinder automatic doors need to release pressure before opening, whereas linear motor automatic doors can be easily opened. In factories where time is money, reducing waiting time is crucial.Watch how it works here

★★★ Drilling machines, Drill presses, and Tapping machines
are not subject to any TS safety
regulations!
▼ what exactly is the TS Safety Mark?
To protect workers' operational
safety and implement a robust source management mechanism, the Ministry of
Labor established the TS Safety Mark
under Article 7 of the Occupational Safety and Health Act. The aim is to
enhance worker safety, improve machinery safety protection, and align with
international standards. Equipment that meets the relevant safety regulations
must undergo certification and display the TS Safety Mark for clear
identification.
According to Article 12 of the
Enforcement Rules of the Occupational Safety and Health Act, the following
equipment is currently included under TS regulation:
1.
Power press and shear machinery
2.
Hand-fed planers
3.
Circular saws for woodworking
4.
Powered forklifts
5.
Grinders
6.
Grinding wheels
7.
Explosion-proof electrical
equipment
8.
Photoelectric safety devices
for power press and shear machinery
9.
Blade contact prevention
devices for hand-fed planers
10.
Kickback and blade contact
prevention devices for woodworking circular saws
11.
Other machinery designated and
announced by the central competent authority
In addition, according to
Ministry of Labor Announcement No. 108022956, designated lathes (including CNC lathes) and machining centers
have also been added to the list of machinery regulated under Article 7 of the
Occupational Safety and Health Act.
▼ What can Yi Chang do to
further ensure operational safety?
Based on our delivery experience, government agencies, educational
institutions, or companies that place a high priority on safety inspections often
request us to equip machines with the following:Video:Safety shield for drilling machineVideo:Drilling Machine Tapping Machine With Light CurtainVideo:Drilling Machine with Full Cover SheetLeakage Circuit Breaker and Overload Protector AssemblyHere’s a brief tip on how to use drill presses, drilling, and tapping machines more safely.


is an essential and fundamental equipment in every factory.Besides manual drilling, How else can a Drilling Machine-Drill Press be utilized?1. What is a Drilling Machine-Drill Press? A Drilling Machine-Drill Press generally consists of three major components: the spindle motor belt pulley transmission mechanism, the spindle feed mechanism, and the lifting worktable. The feed system can be divided into manual Drilling Machine-Drill Presses and automatic Drilling Machine-Drill Presses, with various options such as air clutch Drilling Machine-Drill Presses, pneumatic Drilling Machine-Drill Presses, hydraulic Drilling Machine-Drill Presses, and servo-controlled CNC feed Drilling Machine-Drill Presses.3. Types of Drilling Machine-Drill Press:Drilling Machine ↓↓Bench Drilling Press Machine Various Speed Manual HD-14ICustomized Special Purpose Drilling & Tapping Machine ↓↓VIDEO :Customized Drilling and Tapping Machine
We use cookies to optimize and continuously update it according to your needs.The settings can be changed at any time under "Privacy"
