Tag Result
CNC lathe

KINWA Brand, Worldwide Reputation of Quality
KINWA LATHE was established in Taichung City in 1973, manufacturing precision high-speed lathes as its foundation, in 1980, we moved the factory to Da-Ya District and reorganized as CHIN HUNG MACHINERY CO., LTD. Since 1990, we have been developing and manufacturing CNC lathes, greatly expanding our market presence. The KINWA brand has gained a well-known, worldwide reputation for high quality lathes.
KINWA’s broad range of excellent quality, high-speed precision lathes are found as standard equipment throughout many Taiwan and overseas manufacturing industries. With the development of CNC lathes, KINWA’s popular, high-tech, Gang-Type and Flat-bed CNC lathes have become essential the manufacturing industry. Over the years, KINWA LATHE has made huge progress in designing and providing customized precision high-speed and CNC lathes.
As the demand for automation growing, KINWA LATHE’s abundant experiences in precision lathe manufacturing enable us to help customers of hand tool manufacturing to plan linear robot automation of lathes and also to cooperate with customers who manufacture home appliance parts to use vibrator bowl to achieve the purpose of automation. Furthermore, we work with a world-famous shock absorber corporation to plan automated load/unload robots to accomplish the purpose of automation to increase productivity and yield rate throughout the entire plant.
With the post-pandemic price of raw materials continually raising, KINWA LATHE still insists on using components made in Taiwan by local manufacturers. We are keeping our commitment to providing only the best quality products and service for our worldwide customers.

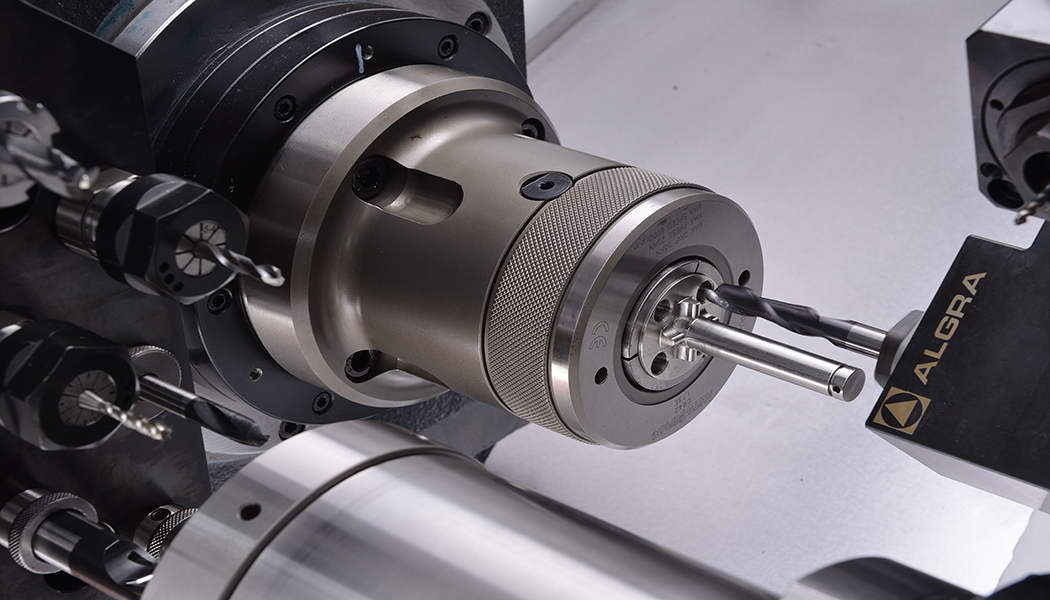
Last week, we talked about the bar feeder, which is mainly designed for continuous machining. This week, let's discuss the commonest part of CNC lathe, the chuck.We usually use chucks for clamping. According to different shapes of workpieces, there are serval kinds of design for chucks, such as different numbers of jaws, different clamping modes, customized special chucks...etc.The final accuracy will be affected by workpiece clamping while machining. However, it is a hard task for clamping standards. Based on different shapes of workpieces, the clamping force will be changed in accordance with the hardness and structure of the material. Therefore, there are some problems that occurred while turning:1. Lower clamping force: While machining, the lower clamping force will lead to an unstable reference point due to high-speed rotation, and the pressure from turning tools.2. Overload clamping force: When the workpiece is machined, the clamping force will press and damage the parts if the fore is too big or the structure can not afford it.In chuck application, the jaw is also a big issue for chuck selection. For each machining, the process will create the consumption of jaw. The application is completely different for single shapes with higher quantities and various shapes with low quantities.With the changes in machining, the application and mode of the chuck are getting more and more complex and various. The choices of chucks are included not only diverse jaws and collets but also different quantities of the jaw so finding a suitable chuck is also a big issue for CNC lathe users.According to the recommendation of our experienced application team, there are some of the key points as follow:The unprocessed area: The unprocessed area of the workpiece is the clamped positions of CNC lathe while machining. Generally speaking, the more clamping points, the more stable is the processings. In the other words, the collet chuck is more stable than the jaw chuck but the clamping shape has more restrictions!The shape of the workpiece: If the shape is rods, our team recommends our partners machine the parts with a collet chuck. On the other side, jaw chuck is suitable for other kinds of shapes. However, the machining industry changes day and night. The jaw chuck is not enough of all kinds of machining based on the changes in the machining industry. Usually, we will recommend our partners the chucks in accordance with the total number of quantities and shapes. If the shape of workpiece is special with big quantities, customized chucks will be the only answer for such kind of issue. However, the special shapes with small-scale machining will be more suitable for soft jaw chuck.So far, there are many different chucks on the market. What kind of chuck do you usually use?For the majority of beginners in the machining industry, the collet is probably the most common problem!The collet is used to fasten parts. Normally, it is used for both workpiece and tools. Since the machine industry began, Japan and Germany are the outstanding countries in the world. Each machine manufacturer will follow the specifications and designs from these two countries. For surely, the standard of collet will belong to these two countries, too.The size of the collet will be different based on the dimension of the workpiece. The standard of the collet on existing machines is also an important consideration while purchasing. According to the application of collets, there are two different types that MYLAS CNC lathe users usually buy:For workpiece clamping: The most popular standards on the market are DIN, JPN, B&S, and HARDINGE, but there are also some niche standards that will be also an option that can be selected.For clamping tools: Machine manufacturers and users consider the convenience of purchasing so that the major of them still choose the most popular standard, ER collet.Mostly, MYLAS CNC lathe users will use both collet chuck and jaw chuck in various applications.As far as the chuck application, the selection of collet is more simple than the jaw solution. All you need to know is the diameter of the spindle hole and the diameter of the workpiece. Due to the flexibility of collets, it will be stiff after machining the flexibility will not be as well as the origin part. Therefore, we classify the collet as the consumables.On the other hand, the applications of jaws are more complicated. The picking of jaws will be in accordance with the shapes and quantity of the workpiece:Hard jaw: The hard jaw was heated before finishing. The hardness allows the jaw surface kept after several times machining. However, the shapes can not be adjusted because of the hardness. It is suitable for a single shape with heavy quantities.Soft jaws: Without the heat process, the soft jaw can be fit whatever you want. Most applications, the soft jaws use with constantly changeable shapes in lower quantities. Normally, the mass-production is not suitable for such jaws. The surface of the jaw will be changed after machining. About the jaw, whatever the number of jaws, the interference of the jaw is the biggest issue while selection. Some special workpieces are not suitable neither jaw nor collet. As a result, we recommend MYLAS machine users customized chuck. Moreover, our partners also combine an automatic loading system to achieve the one-stop solution.


How long is the cycle time of this workpiece?🤔🤔🤔
Each customer will be consulted with our team about inquired drawing. Regarding the machining process, turning, milling, drilling, and threading are available on our multi-tasking machine. With a Dual channel, the machine supports a maximum of 38 positions for various processing.
To minimize the cycle time of each workpiece, we offer a total solution via full project including loading and unloading design, tool plan, machine programs, and professional training plan. 💪💪💪
Without any idea about the machining of new drawings?
Your answer is here: sales@mym.com.tw💪💪💪
We use cookies to optimize and continuously update it according to your needs.The settings can be changed at any time under "Privacy"
