名陽機械
/ 07. 18. 2022
你知道什麼是夾頭嗎?
之前,我們討論了送料機,用於連續棒材的加工型態,這周我們要討論CNC車床加工中,最常被使用的夾頭!
夾頭用於工件夾持使用,因應不同形狀的工件,夾頭有各式對應的設計,如不同爪數夾頭、不同夾持方式亦或是客製化特殊夾頭…..等。
由於工件的夾持會影響成品的各項精度,但是夾持力會因材料的硬度與結構不同而變動,這無法有一個標準規範,因而有以下情況發生:
1. 夾頭夾持力不足: 加工時,工件會因為高速旋轉而有位移的狀況,且車刀在加工時,會有強大的壓力擠壓工件,加工基準點會因此不穩定
2. 夾頭夾持力過大: 加工時,工件會印過大的加工力,導致工件被夾爪夾傷,造成成品的損傷
夾頭的使用,除了要注意夾持力的問題,爪子的選用也是一大學問,對於應用的工程師來說,每一次加工都是在消耗爪子,大量單一的加工與大量多樣的加工,在爪子應用上是完全不同的概念
接下來,我們將討論更多有關於應用的時機與選用
隨著加工型態的改變,夾頭的形勢變化萬千,常用的油壓夾頭與套筒夾頭已發展出多樣化的選擇,除了不同夾爪與套筒數量、夾爪形式與套筒形式亦有多樣選擇,如何選擇合適的夾頭也是CNC車床使用者的一大難題!
依照我們在CNC車床的加工經驗,有以下幾種選擇方向:
未加工區域: 就CNC車床加工而言,工件未加工區域即是夾持位置,一般而言夾持的點愈多,加工的穩定度越佳,套筒式夾頭比爪式夾頭穩定,但相對地夾持形狀限制較多!
工件的形狀: 若是棒狀工件,我們推薦夥伴搭配套筒式夾頭使用,反之,則推薦夾爪式夾頭
然而,隨著產業的變化,工件形狀越來越多元,爪式夾頭也不一定適用! 通常我們會根據工件的量與形狀變化作夾頭推薦,若是形狀特殊且量大,客製夾頭極為較佳選擇,不過,當形狀特殊量少時,我們較常推薦爪式夾頭搭配軟爪應用!
市面上有許多不同的夾頭,你們多基於什麼原因使用目前型式夾頭呢?
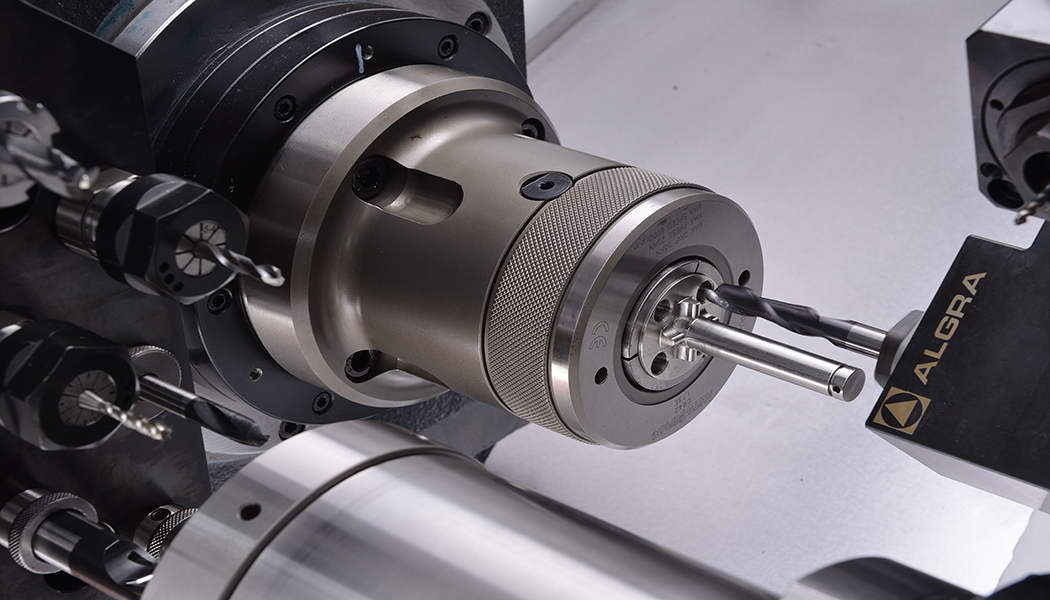
在CNC車床應用上,彈性筒夾大概是剛進入這個產業的人,最常遇到的問題!
彈性筒夾用於緊固零件用,一邊會搭配夾頭或是刀具使用,由於機械產業較突出的國家在日本與德國,通常我們使用的筒夾規格,也會隨著這兩個國家的規範製造
筒夾尺寸會隨著工件尺寸而變動,多數使用者在採購機器時,也會考量到廠內現有的機器筒夾規格,而採購相同的機械,依照筒夾的應用,CNC車床使用者常會購買的筒夾,有以下兩種分類:
夾持工件用: 大宗為DIN、JPN、B&S與HARDINGE規格,不過也是有些小眾規格會被使用者所選用。
夾持刀具用: 機械廠與使用者考量到消耗品採購容易度,大多數還是會採用較為大宗的規格,目前市面上較為流通的為ER筒夾
接下來,我們要討論的是要怎麼挑選筒夾與夾爪!
單就應用的層面來說,彈性筒夾的選擇較為單純,僅需要知道筒夾夾頭內徑的尺寸與弓箭的外徑尺寸即可! 由於筒夾有彈性伸縮,我們會將之歸類為耗材,在用於加工後,通常會有伸縮疲乏,此時就需要更換筒夾
另一方面,就應用來說夾爪較為複雜,硬爪和軟爪的使用,會依照加工件的變化選擇:
硬爪: 由於硬爪有做過熱處理,硬度較強,修整不易,我們一般多用於加工形狀變化較小,加工總量較大的單件加工應用
軟爪: 軟爪是未做過熱處理的爪,硬度較低,亦適用於各形狀工件修整,一般多用於加工變化較大,加工總量較小的加工的單件加工應用,不過修整過後的軟爪不適用於其他形狀,因此消耗汰換量極大
但是針對硬爪軟爪的使用,有部分特製形狀,數量多,夾持不易,我們會推薦使用者客製夾頭,以增加夾持的穩定度,消耗量亦較軟爪低
