
上銀科技以HIWIN自有品牌行銷全球,為傳動控制與系統科技的領導品牌,專注於高速、高精密、環保節能特性之關鍵零組件及次系統、系統的研發與製造。秉持「智慧製造最佳夥伴」之志,藉由HIWIN機電產品整合方案和全球即時服務的差異化優勢,為客戶帶來更高的附加價值,且關注ESG企業永續發展,除持續創新提升自身競爭力外,亦致力促進機械產業轉型升級。

整合全球資源、持續創新,為人類更佳的福祉與更好的工作環境而努力不懈。藉由專業水準、工作熱誠、職業道德之實踐,實現企業永續經營之職志。


本公司成立於西元 1990 年,主要生產滾珠螺桿、精密螺桿花鍵、線性導軌、滾珠花鍵及致動器,係為精密機械關鍵性零組件,主要供應工具機、放電加工機、線切割機、塑膠注塑機、半導體設備、精密定位及其他各式設備與機器上。近年來投注於相當多的人力及心血於製程改善、產品精度與品質的提升。
1997 年以來陸續通過 ISO 9001、ISO 14001、ISO 45001、ISO 50001認證,落實『RoHS綠色環保』,遵照法規要求,達到無污染之作業環境,遵行 ISO 系統之要求執行 ,致力於【節能減碳、愛地球】落實於每人每日的行動中。

健椿專精於各種機械主軸研發、設計、製造、組裝及銷售。自西元1983年成立迄今,不斷鑽研創新技術與實務,積極提高健椿主軸設計製造團隊的實力。以創新為立基點,健椿主動站在客戶立場提供解決方案,創業初期從一般主軸產品切入市場,繼而開發精密主軸,建立品質的獨特性、提升主軸附加價值,進而生產直結式主軸至精密的內藏式主軸。健椿主軸不僅能夠針對客戶需求量身打造,重視服務品質及效率的企業精神,在售後服務的後續品管依然可見一班,健椿能夠即時幫客戶維修、解決實際生產技術問題,更能有效協助客戶完成生產目標。


建暐公司成立於民國七十年,"秉持著穩健篤實,用心經營, 力求完善" 之經營理念,結合"技術不斷創新,品質追求卓越, 滿足客戶所需"的品質政策下,建構追求"交貨準確,產品不良率達到零缺點"的品質目標.
創設以來,在經營層及全體同仁的努力下,已在IC半導體的特殊耗材,IC封膠模, 衝切模及超精密光學, 光碟片模組,二,三次元精密量測儀器, 治具研磨機..等產品, 奠定優良信譽及優異成果, 展望未來, 建暐公司依然秉持經營理念和全體同仁共同努力,期以持續成長.

全球傳動科技股份有限公司(TBI MOTION)為台灣傳動元件專業製造廠,TBI MOTION掌握關鍵核心技術,專注創新研發與設計,擁有多項產品設計專利並且通過ISO9001、ISO14001、ISO45001認證,1986年成立至今,經銷營業據點分佈全球,『品質保證、供貨穩定』,廣獲各國客戶的肯定。
TBI MOTION全球傳動憑藉公司的專業經營團隊帶領,2014年於證券櫃檯買賣中心登錄為興櫃股票,於2016年整併舊有三個廠區至現行樹林廠。2018年於臺灣證券交易所掛牌上市,開始全球化佈點;2020年於中國蘇州與美國加州分別成立子公司「全傳科技(蘇州)有限公司」以及「TBI Motion Technology(USA) LLC」,拉近與海外客戶的距離,更進一步地提供在地化銷售服務;2022年台北子公司「全傳智能科技股份有限公司」成立,完成全球市場佈局。

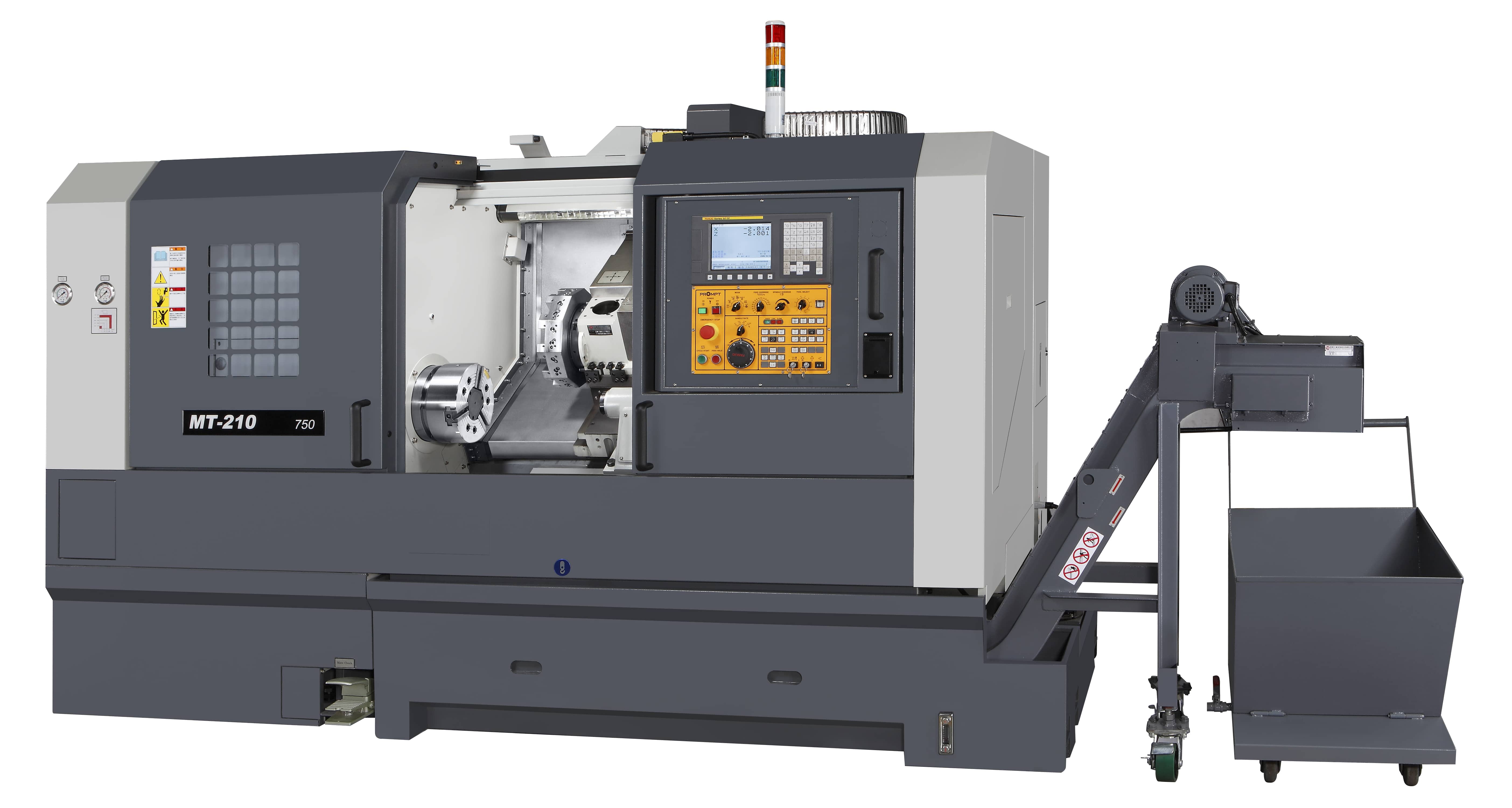
名陽成立於1985年,從自動車床起步,目前全球銷量超過6.5萬台。1999年為發展中國市場,在江蘇成立分公司。因應自動車床快速的發展,在2004年於神岡成立分公司,全力發展自動車床,隨著自動車床的成功,客戶對於CNC的需求不斷升高,進一步推動名陽於CNC機械上的發展,我們提供單主軸多刀具系統配置車床、雙主軸多工車銑複合機、自動化設備方案和最新推出的三系統設計機型。
作為一個家族企業,Mylas最重視兩件事情:忠誠可靠的態度和堅持不懈的精神。其實,名陽和其他CNC業者並無不同,在機械與工程技術的支援下,建立起堅強的實力,但我們相信,我們會走出屬於自己的路。我們運用嶄新思維,開拓新的路線,積極佈局線上線下,放眼未來,給予我們信任的夥伴,全心全意的投入付出,對於剛接觸我們的人,展現堅定不移的承諾,Mylas將是CNC產業中冉冉升起的一顆新星,不斷創新,與時俱進,並用年輕熱血的動力,穩健前行!

1997
成立新環隆機械工業有限公司,專門生產銅鑄造產品
1998
銅鑄造廠新廠建立
2000
研發出銅自潤軸承,並申請專利
2002
導入銅離心鑄造,最大外徑達800mm
2005
投資白鐵鑄造廠,區分為銅鑄造部門以及白鐵鑄造部門;擴廠6000 m²
2011
導入白鐵離心鑄造,適用於白鐵管及白鐵厚管,可以節省向國外購置白鐵厚管的昂貴成本。並且大力發展銅離心鑄造技術
2013 取得ISO 9001:2008認證
2013
銅離心鑄造最大外徑達2000mm/白鐵離心鑄造最大外徑達1000mm
2015
鑄造廠可製作耐熱鋼管/耐磨鋼管/不鏽鋼管
2016
更名 新環隆機械工業股份有限公司

東佑達自動化成立於2000年,始終專注在自動化小型機器人的領域已經有超過 20 年的經驗,這幾年更投入許多資源在協助產業界,串接工業自動化4.0的任務。
東佑達自動化產品線非常完整,從滑台模組,線性馬達平台,電動缸,電動夾爪,桌上型機械手到無人搬運車等我們開發了許多自動化設備必備的核心產品。更重要的是這些年來掌握了核心元件的開發與製造,大幅度的降低生產成本及實現小型化、差異化的目標。

全鑫精密工業股份有限公司-高精密磨床領先設計者和專業製造商,擁有領先全球的專利液靜壓軸承技術。獨家開發之液靜壓軸承主軸、靜壓旋轉工作臺及靜壓滑軌模組,廣泛應用於各式工具機上,並在業界建立不可替代的專業地位。

金亞洲工業股份有限公司乃專業生產空油壓缸用鋼管、活塞桿(鍍鉻棒)、自動化機械使用導桿、不鏽鋼管、不鏽鋼軸心、無縫鋁管,產品主要用於空油壓機械、重型機械、農業機械與採礦設備等。
金亞洲秉持著專業的的製造原則,生產高品質的產品,並用滿腔的服務熱忱,將產品推銷至世界各地。
由於品質的優異,金亞洲產品深受國內外大廠的喜愛,台灣政府更頒發”第12屆小巨人獎”以及”創業楷模獎”,肯定金亞洲的技術與服務。日本大廠Paker Taiyo更在700多間供應商中,授予金亞洲”最佳供應商”的獎項,時至今日,金亞洲已經被認可為油壓市場的領航者
LH TOOL是CNC鎢鋼刀具製造廠,創立於1996年,實際上已累積30年的研發與生產經驗,能夠提供優質的售後服務和技術支持。
主要產品包含:適用於加工難切削材料的鎢鋼銑刀,如加工不鏽鋼、鈦合金、鎳基合金,0.1mm的微小徑刀具,3D-40D鎢鋼中心出水鑽頭、螺紋銑牙刀、成型刀具、鉸刀、車刀等。
提供各種等級的鎢鋼材質,從HRC50到HRC68,滿足客戶對刀具不同的期待,同時我們的公差控制能力非常強,可以實現小數點後3位的公差要求,確保產品尺寸的精度達到最高水平。
目前LH TOOL在各行業已被廣泛應用,如軍事國防(槍枝、砲彈…)、醫療(呼吸器)、腳踏車、工具機零組件(滑塊、主軸、減速機、刀桿)、汽機車零配件(曲軸、軸承)、半導體零件、五金零件、電子零配件、民生用品。
LH TOOL產品暢銷於全球30多個國家和地區,在多個市場上得到了廣泛的驗證和信任,並且能夠適應和滿足各種需求。

克普典科技(股)公司為專業的代理與經銷公司, 一直以提供最好的產品為使命,和客戶一同創造最高品質、價值和競爭力。
本公司自成立以來,承襲日本總公司經營理念「最高品質、公正價格、環境保全」等三位一體的供應鏈,多年來致力於提供客戶最高的產品品質、合理的價格及優異的服務,其專業與經驗更廣獲各界讚許,是業界最佳的選擇。

威鋒成立於民國九十一年,專精於各式機械零配件、精密部件,供應國內外客戶各式優良產品及服務。如線性軸承、精密軸心、滑軌、線性滑軌、滾珠螺桿、各式萬向接頭聯軸器。
威鋒的信念是以我們的專業,持續協助客戶、配合各產業需求,以達到共同成長並促進產業進步。我司產品的應用領域不僅只是機械產業,也供應倉儲、木工機、印刷、運動健身、攝影…產業。

翔永公司一直認真的從事業務活動,對於遇到機械零件應用開發有困擾的客戶,提供專業與合適的解決方案。
我們可以提供完全非標訂做的彈簧與機械零件組合,並且銷售製造品質穩定與高規格功能的產品,從服務、訂單、生產、庫存到發貨,公司全體同仁竭盡所能全力以赴。
在每個業務流程中翔永的所有同仁繼續創新,提供最佳的方法,不受先入為主的思想束縛。
翔永公司將繼續真誠地回應客戶詢問與要求,成為最值得信賴的專業精密零件商。

北聯研磨科技成立於1987年,一路專精於製造陶瓷法砂輪,因擁有陶瓷結合的技術和研發專用生產設備的能力,故能以快速且穩定的優勢量產高品質工業用砂輪;近年更專注於高精度研磨用砂輪、齒輪研磨及Sic晶圓減薄砂輪等,致力於高精密度的砂輪產品製造,應用於航太、齒輪及半導體等精密工業,長期供應內銷及出口至歐美日市場。
北聯研磨以客製化能力引以為傲,擁有優異生產技術的我們,在許多研磨領域提供客戶最專業的解決方案,依照客戶研磨應用需求設計砂輪,高度提升加工效率,舉凡:軸承、螺桿、線軌、齒輪、油壓零組件、工具機主軸、套筒及光學模具等,皆有成功案例。
同時北聯研磨匯集各產業的應用需求,規畫出一系列的泛用型砂輪,經過嚴謹且全面的測試,滿足客戶對於進口砂輪替代方案的需求,成為您最佳的合作研磨夥伴。

竹亨企業1984年成立至今,致力發展車床上精密研磨機已近40餘年,深獲客戶喜愛,其客戶群已達60多個國家,一直秉持著『提供最好品質、最專業服務、最受客戶喜愛』為經營宗旨。客戶在使用本公司研磨機時,除加工物件的尺寸精度外,加工後物件的外觀亦是客戶在乎之處。除研磨機本身精密度會影響加工後物件的外觀外,其搭配的砂輪也是重點之一;依客戶研磨的材質如鋼、鐵、銅、鑄鐵、瓷器,橡膠,大理石等,與砂輪製造商進行討論,替客戶挑選出最適合研磨的砂輪。 此外,除自有品牌之研磨機外,更能依客戶生產、環境、設備等特殊條件,利用電腦輔助設計軟體,設計出最符合客戶需要之研磨機及研磨主軸。 其軸心、軸管皆需經過一系列的熱處理、變形處理、鍍硬鉻等處理,確保硬度佳、鋼性強、耐磨性高。而軸承更是主軸之核心元件,為確保運轉時精密準確、回轉穩定、保持主軸最低溫度,故採用國外知名大廠之高精密度軸承。並確保運轉時之精密度<3μm。

上銀科技 Torque Motor 迴轉工作台採用水冷直驅式力矩馬達(DD 馬達),内置高剛性和高精度轉盤軸承、絕對式角度編碼器(光學尺、磁性尺)及強力制動器(煞車系統),相較於機械式分度盤,具備高轉速、高扭矩的特性,適用於各類加工設備的需求。與機械式分度盤不同,力矩馬達轉台因減少了機械傳動結構,所以在加工過程中趨近於零背隙,提高整體加工精度的穩定性。透過加裝力矩馬達轉台,將原有加工設備升級為3+1軸、4軸或5軸加工機,達到一次裝夾加工,提高加工效率及提升產能。
如欲了解更多相關產品資訊,歡迎拜訪HIWIN技術支援官網:https://www.hiwinsupport.com/product/torque_motor_rotary_table/torque_motor_rotary_table_list.aspx


1.採用德國高剛性徑軸向軸承,足承受各方向荷重。<br />2.直接裝角度編碼器,提高分度定位及重複性精度。<br />3.可選配直驅DD扭力馬達,無背隙、其轉速可達120rpm,可應用於銑車複合。<br />4.配合工作母機設計,提供最小占地面積。<br />

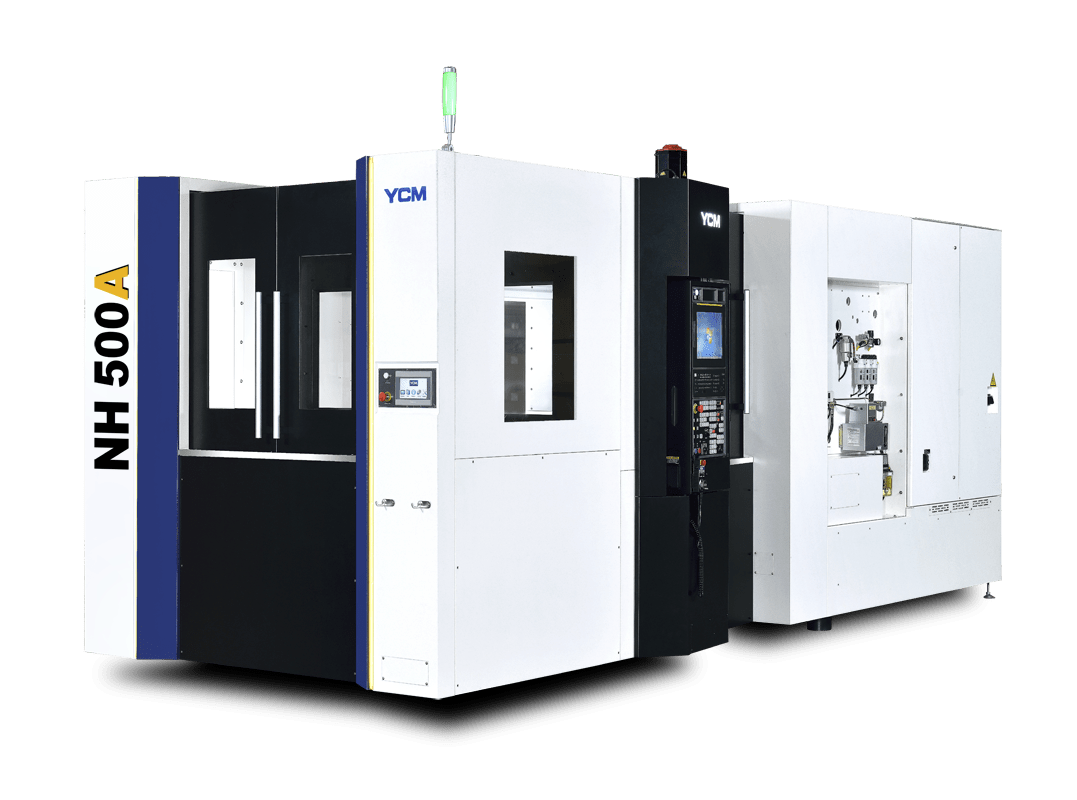
NH500A其具有高剛性、高精度、高速度的特性,符合各式特殊精密零件加工需求,從多種類少量生產到汽車產業等量生產加工皆可對應,專為汽機車與機械零件產業所量身打造。■ 一體成形的T型底座,搭配V型肋結構設計,提供完美剛性■ 雙重壁結構設計提高機身剛性與耐用性■ 採用高精度大陶珠軸承,搭配油氣潤滑裝置以確保主軸壽命及精度■ 三軸皆採用加大級距滾柱滑軌,強化剛性與精度■ 高精度錐形定位銷,可確保工作台夾持固定及剛性


控制器型式:FANUC 0i-M
主軸轉速:12000 /15000 rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:直結式
X軸行程:500mm
Y軸行程:400mm
Z軸行程:550mm
A軸行程:-30 / +120 degree
C軸行程:360 degree
>點此看更多詳細規格<


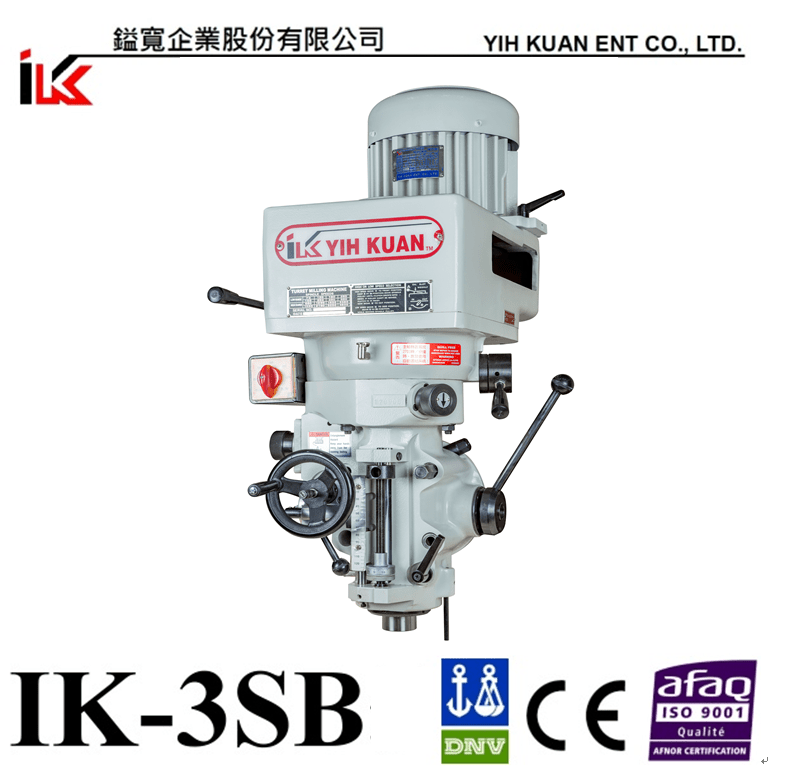
特點 :
1. IK 銑頭可為您原有的機身、銑床或專用機做升級及更換。
2. 具有超精密預壓軸承,可為您帶來優質的切削效益,同時也提供P4級軸承供您做選配。
3. 加工行程可達127mm (5")。
4. 本產品方型砲塔銑頭主軸端面形式標配為NT30,另外也提供R8供您做選配。
5. IK砲塔銑頭系列共有11個產品。

1. IK 銑頭可為您原有的機身、銑床或專用機做升級及更換。
2. 具有超精密預壓軸承,可為您帶來優質的切削效益,同時也提供P4級軸承供您做選配。
3. 加工行程可達127mm (5")。
4. 本產品巨鋼型砲塔銑頭主軸端面形式標配為NT30,另外也提供R8供您做選配。
5. IK砲塔銑頭系列共有11個產品。

●整機有限元素分析,高剛性結構與最佳化設計,展現
高超切屑效能與加工穩定性。
●三軸滾柱線軌(35/35/45mm),Z軸無配重設計,提升
穩定性。
●標配直結式主軸15000rpm-雙面拘束。
●刀庫自動門氣缸驅動、線性軌道,動作確實、穩定,
有效防止切屑及切削液進入刀庫。
●三軸螺桿軸承油潤滑,有效防止油脂劣化,且降低高
速運轉熱源產生與熱膨脹現象,以達到高速化與高精
度。
●三軸加速度,最大可達到1.0G。
●標配三軸光學尺,可對高速位移時所產產生的熱變位
做回饋補償,有效提升三軸精度。


特點 :
1. IK 銑頭可為您原有的機身、銑床或專用機做升級及更換。
2. 具有超精密預壓軸承,可為您帶來優質的切削效益,同時也提供P4級軸承供您做選配。
3. 加工行程可達127mm (5")。
4. 此款銑頭為無段變速砲塔銑頭。
5. 本產品無段變速砲塔銑頭主軸端面形式標配為NT30,另外也提供R8供您做選配。
6. IK砲塔銑頭系列共有11個產品

特點 :
1. IK 銑頭可為您原有的機身、銑床或專用機做升級及更換。
2. 具有超精密預壓軸承,可為您帶來優質的切削效益,同時也提供P4級軸承供您做選配。
3. 加工行程可達127mm (5")。
4. 此款銑頭為巨鋼型砲塔銑頭。
5. 提供氣動拉桿供您做選配。
6. IK砲塔銑頭系列共有11個產品。

特點 :
1. IK 銑頭可為您原有的機身、銑床或專用機做升級及更換。
2. 具有超精密預壓軸承,可為您帶來優質的切削效益,同時也提供P4級軸承供您做選配。
3. 加工行程可達150mm (6")。
4. 提供氣動拉桿供您做選配。
5. IK砲塔銑頭系列共有11個產品。

特點 :
1. IK 銑頭可為您原有的機身、銑床或專用機做升級及更換。
2. 具有超精密預壓軸承,可為您帶來優質的切削效益,同時也提供P4級軸承供您做選配。
3. 加工行程可達150mm (6")。
4. 此款銑頭為無段變速砲塔銑頭。
5. 提供氣動拉桿供您做選配。
6. IK砲塔銑頭系列共有11個產品。

特點 :
1. IK 銑頭可為您原有的機身、銑床或專用機做升級及更換。
2. 具有超精密預壓軸承,可為您帶來優質的切削效益,同時也提供P4級軸承供您做選配。
3. 加工行程可達127mm (5")。
4. 此款銑頭為無段變速砲塔銑頭。
5. 提供氣動拉桿供您做選配。
6. IK砲塔銑頭系列共有11個產品。

不生鏽、圓棒、軸心
*表面處理: 高週波熱處理、鍍硬鉻、研磨
*規格:外徑4mm-80mm
*加工:可依客戶圖面加工


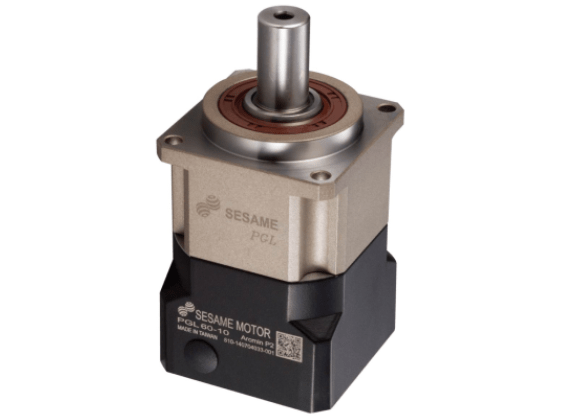
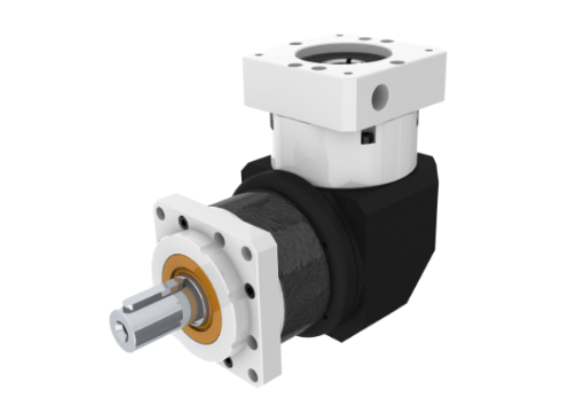
PHL平行軸高精度行星減速機具備方形安裝法蘭面、一體式行星齒輪架與輸出軸、一體式齒箱及滿針排列行星齒輪針狀軸承。尺寸框號42、60、90mm。高扭矩輸出與高徑向負載能力,運轉噪音極低。最佳背隙可達<1 弧分。高效能、精準、可靠、壽命長等極佳產品特性,最適合精準定位和高動態運動控制的高性能應用,特別是在需要精準重覆定位的場合,例如印刷設備、自動化機器人領域等。

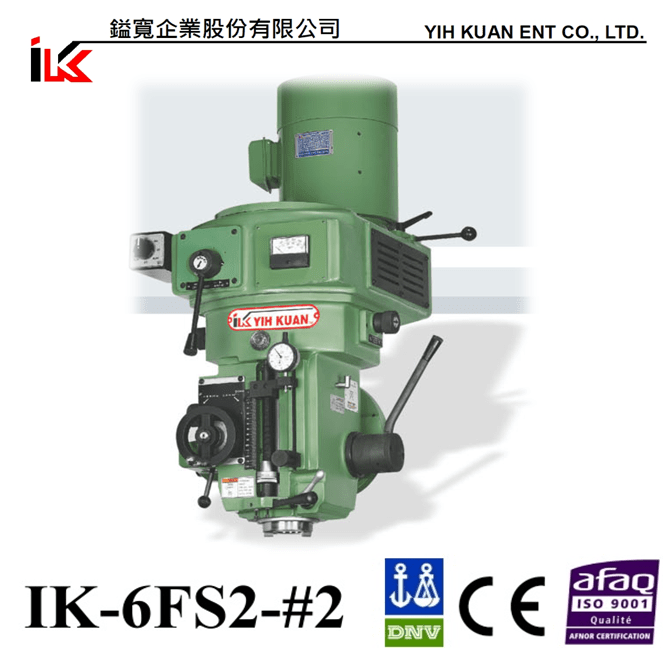
特點 :
1. 相較於其他款式,IK-6FS2-2#為變頻銑頭,必須搭配變頻器使用。
2. 具有超精密預壓軸承,也提供P4級軸承供您做選配。
3. 加工行程可達140mm (2#)。
4. 提供氣動拉桿供您做選配。
5. 此款銑頭為變頻油循環。
6. 搭配新機使用,也可提供既有的砲塔銑床機台維修更換。
7. 請確認連結介面尺寸。

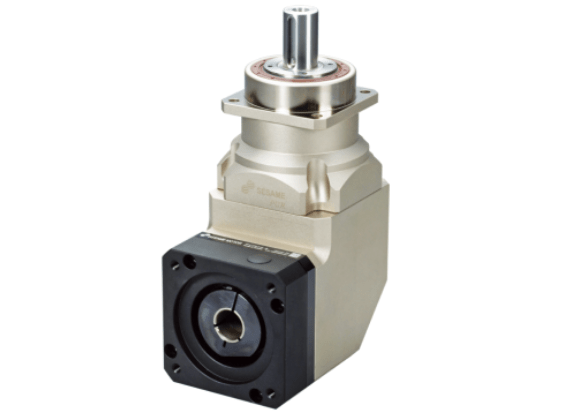
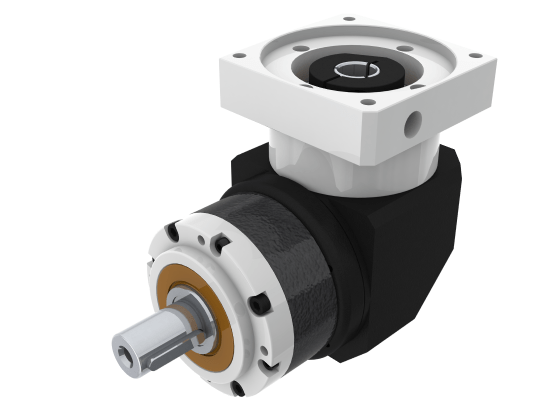
PGH高階斜齒行星減速機提供3等級精密度和7種尺寸框號供您選用搭配。一體式行星齒輪架與輸出軸、一體式齒箱及滿針排列行星齒輪針狀軸承等設計,加上方形安裝法蘭面,與伺服馬達安裝後於大多數工業和運動控制應用場合可直接使用。最大尺寸框號達220 mm。 高扭矩輸出與高徑向負載能力,低運轉噪音、全合成潤滑油搭配IP65防塵防水防護,背隙可低至<1 arcmin。減速比從3:1到100:1。工業機器人,半導體設備,自動倉儲系統等的最佳動力傳輸組件。

高徑向負載專用
PUL系列是專門為高徑向負載的應用場合所設計的平行輸出軸螺旋齒輪行星減速機,最適合高度精準定位和運動控制的高性能應用。PUL系列是由同樣為高徑向負載專用的PUA系列,經過性能提升後的強化版。容許徑向力平均提升幅度達155%。尺寸框號60-220 mm,最佳背隙<1 arcmin。採用滾錐軸承的設計,使得最大徑向負載能力高達27800N (PUL-220),軸向載荷能力亦可達16200N。PUL系列也特別適合與齒軸齒條搭配,提供線性運動設備的動力媒介。適用於金屬切割機、木材加工設備、加工中心機和高動態運動控制系統。直角機型(PUR)同樣提供最大尺寸框號至220 mm。
上市至今銷量最多的精密型行星減速機PGL系列,提供3種精密等級和7種機型尺寸供您選擇。搭配伺服馬達後,於大多數工業設備和運動控制應用上可直接安裝。一體式行星齒輪固定架與輸出軸、一體式內環齒與齒箱、滿針排列針狀行星齒輪軸承,最大框號達220 mm。多年的製造銷售經驗與持續進化,成就了高扭矩輸出、低噪音與長壽命的穩定性能。減速比3:1到100:1。

行星減速器PGC系列,提供3種精密等級和7種尺寸框號供您選擇。搭配伺服馬達後,於大多數工業設備和運動控制應用上可直接安裝。一體式行星齒輪固定架與輸出軸、一體式內環齒與齒箱、滿針排列針狀行星齒輪軸承,直鎖式安裝法蘭面,最大框號達235 mm。IP65防護等級、全合成潤滑油、不洩漏,終身免保養。減速比3:1到100:1。
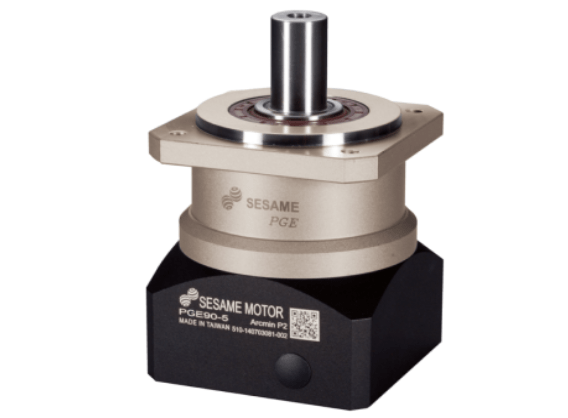
行星減速器PGE系列,提供3種精密等級和7種尺寸框號供您選擇。搭配伺服馬達後,於大多數工業設備和運動控制應用上可直接安裝。一體式行星齒輪固定架與輸出軸、一體式內環齒與齒箱、滿針排列針狀行星齒輪軸承,方形安裝法蘭面,最大框號達220 mm。IP65防護等級、全合成潤滑油、不洩漏,終身免保養。減速比3:1到100:1。

PAC系列採用圓形直鎖式安裝法蘭,一體式行星齒輪固定架與輸出軸,滿針排列行星齒輪針狀軸承,最大尺寸框號120 mm。提供最適合的性能輸出與經濟效益。最佳背隙<6 弧分,運轉低噪音,適用於一般減速與提升扭力應用。

PAE系列採用方形安裝法蘭,一體式行星齒輪固定架與輸出軸,滿針排列行星齒輪針狀軸承,最大尺寸框號115 mm。提供最適合的性能輸出與經濟效益。最佳背隙<6 弧分,運轉低噪音,適用於一般減速與提升扭力應用。
高徑向負載專用
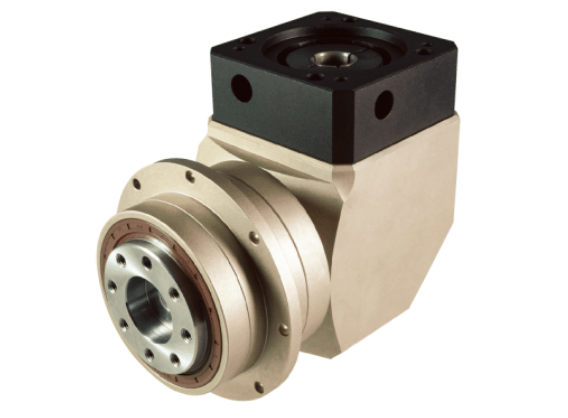
PUR系列螺旋齒輪直角型行星減速機,系列機型最適高定位精度和運動控制的高性能應用,特別是在需要精準定位與高扭轉剛度的場合。尺寸框號60-220 mm,最佳背隙 ≦ 2 arcmin。採用滾錐軸承的設計,使得最大徑向負載能力高達27800 N,軸向負載能力亦可達16200N。PUR系列也特別適合與齒軸齒條搭配,提供線性運動設備的動力媒介。適用於金屬切割機、木材加工設備、加工中心機和高動態運動控制系統。平行輸出軸機型(PUL)同樣提供最大尺寸框號至220 mm。

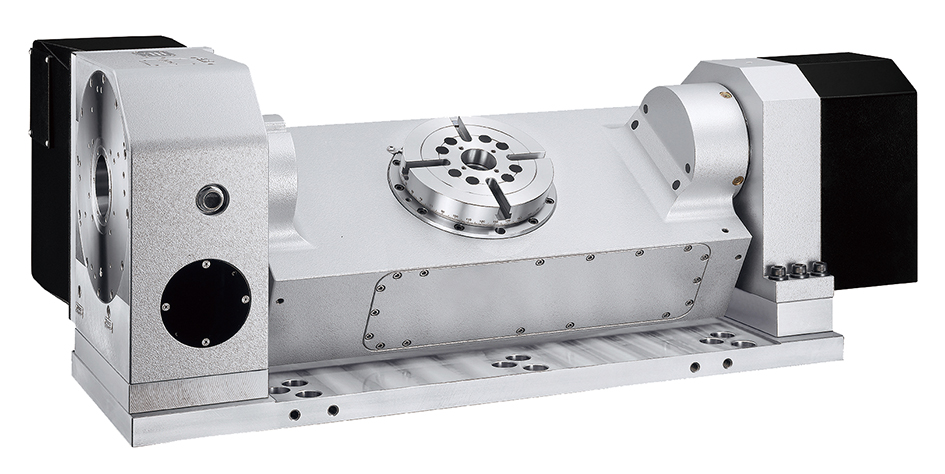
-旋轉台直徑 Ø125, Ø170, Ø210, Ø255。
-獨家專利倍力雙活塞煞車機構。
-使用大型高精密交叉滾子軸承。
-採用高效率、高齒深的雙導程蝸桿傳動。
【詳情請看Catalog P.23-24】


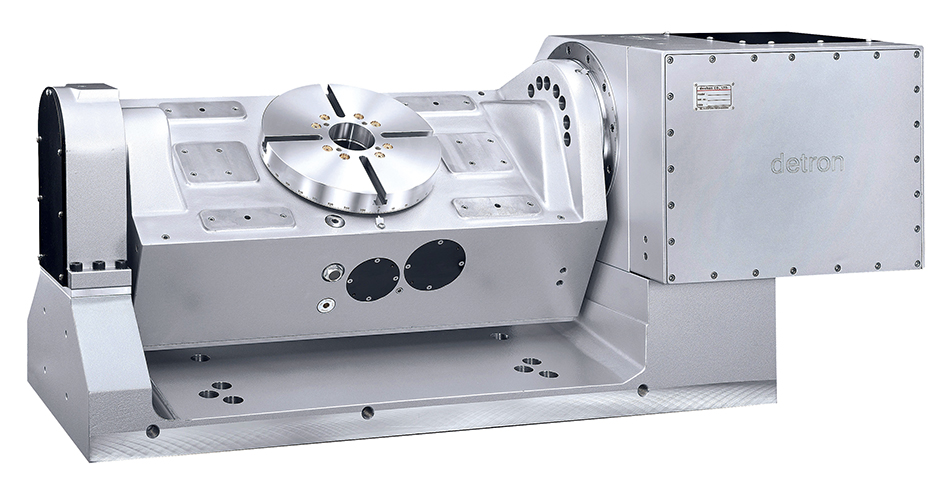
-旋轉台直徑 Ø255, Ø320, Ø400。
-超大貫穿孔徑,更方便自動裝夾治具設計。
-主心軸與徑軸向軸承為一體結構。
-安全的雙環抱式煞車結構,耐壓5MPa。
-採用高效率、高齒深的雙導程蝸桿傳動。
【詳情請看Catalog P.25-26】
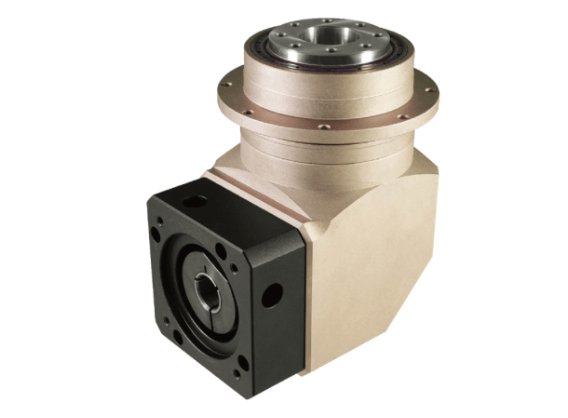
PHFR圓形法蘭直角型高精度行星減速機具備ISO-9409規格法蘭、一體式行星齒輪架與輸出軸、一體式齒箱及滿針排列行星齒輪針狀軸承。尺寸框號最大可達255 mm。高扭矩輸出與高徑向負載能力,運轉噪音極低。最佳背隙可達<2 弧分。高效能、精準、可靠、壽命長等極佳產品特性,最適合精準定位和高動態運動控制的高性能應用,特別是在需要精準重覆定位的場合。滾錐軸承的設計,使得容許彎曲力矩可達6500 N,軸向負載能力亦可達21850 N。PHFR系列也特別適合與齒軸齒條搭配,提供線性運動設備的動力媒介。適用於金屬切割機、木材加工設備、加工中心機和高動態運動控制系統。平行輸出軸機型(PHF)同樣提供最大尺寸框號至255 mm。
PGFR圓形法蘭直角型高精度行星減速機具備ISO-9409規格法蘭、一體式行星齒輪架與輸出軸、一體式齒箱及滿針排列行星齒輪針狀軸承。尺寸框號42-142 mm。高扭矩輸出與高徑向負載能力,運轉噪音極低。最佳背隙可達 ≦ 2 弧分。高效能、精準、可靠、壽命長等極佳產品特性,最適合精準定位和高動態運動控制的高性能應用,特別是在需要精準重覆定位的場合。PGFR系列也特別適合與齒軸齒條搭配,提供線性運動設備的動力媒介。適用於金屬切割機、木材加工設備、加工中心機和高動態運動控制系統。平行輸出軸機型(PGF)同樣提供最大尺寸框號至142 mm。
PAE系列採用方形安裝法蘭,一體式行星齒輪固定架與輸出軸,滿針排列行星齒輪針狀軸承,最大尺寸框號115 mm。提供最適合的性能輸出與經濟效益。最佳背隙<11 弧分,最高減速比300:1。運轉低噪音,直角型設計節省安裝空間,適用於一般減速與提升扭力應用。
PACR系列採用圓形直鎖式安裝法蘭,一體式行星齒輪固定架與輸出軸,滿針排列行星齒輪針狀軸承,最大尺寸框號115 mm。提供最適合的性能輸出與經濟效益。最佳背隙<11 弧分,最高減速比300:1。運轉低噪音,直角型設計節省安裝空間,適用於一般減速與提升扭力應用。

PHF圓形法蘭高精度行星減速機具備ISO-9409規格法蘭、一體式行星齒輪架與輸出軸、一體式齒箱及滿針排列行星齒輪針狀軸承。尺寸框號最大可達255 mm。高扭矩輸出與高徑向負載能力,運轉噪音極低。最佳背隙可達1 弧分。高效能、精準、可靠、壽命長等極佳產品特性,最適合精準定位和高動態運動控制的高性能應用,特別是在需要精準重覆定位的場合。滾錐軸承的設計,使得容許彎曲力矩可達6080 N,軸向負載能力亦可達21850 N。PHF系列也特別適合與齒軸齒條搭配,提供線性運動設備的動力媒介。適用於金屬切割機、木材加工設備、加工中心機和高動態運動控制系統。直角型(PHFR)同樣具備優越性能與精密度,亦提供最大尺寸框號至255 mm。
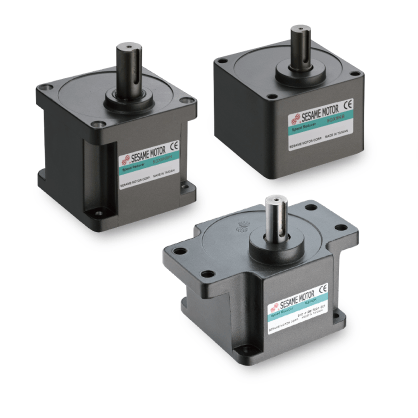
*與世協電機馬達組合後,可降低轉速、提高轉矩,應用廣泛。
*一體成形齒箱,精度高、效率佳。可承受更高之側向力與軸向力。
*滾珠軸承+封閉式齒箱設計,低噪音、壽命長。
*無刷直流馬達專用GB系列。
*減速比3~180比。
*馬達有圓軸及螺旋齒軸兩種,只有螺旋齒軸(GN或GX機型)才能夠與減速機連結。
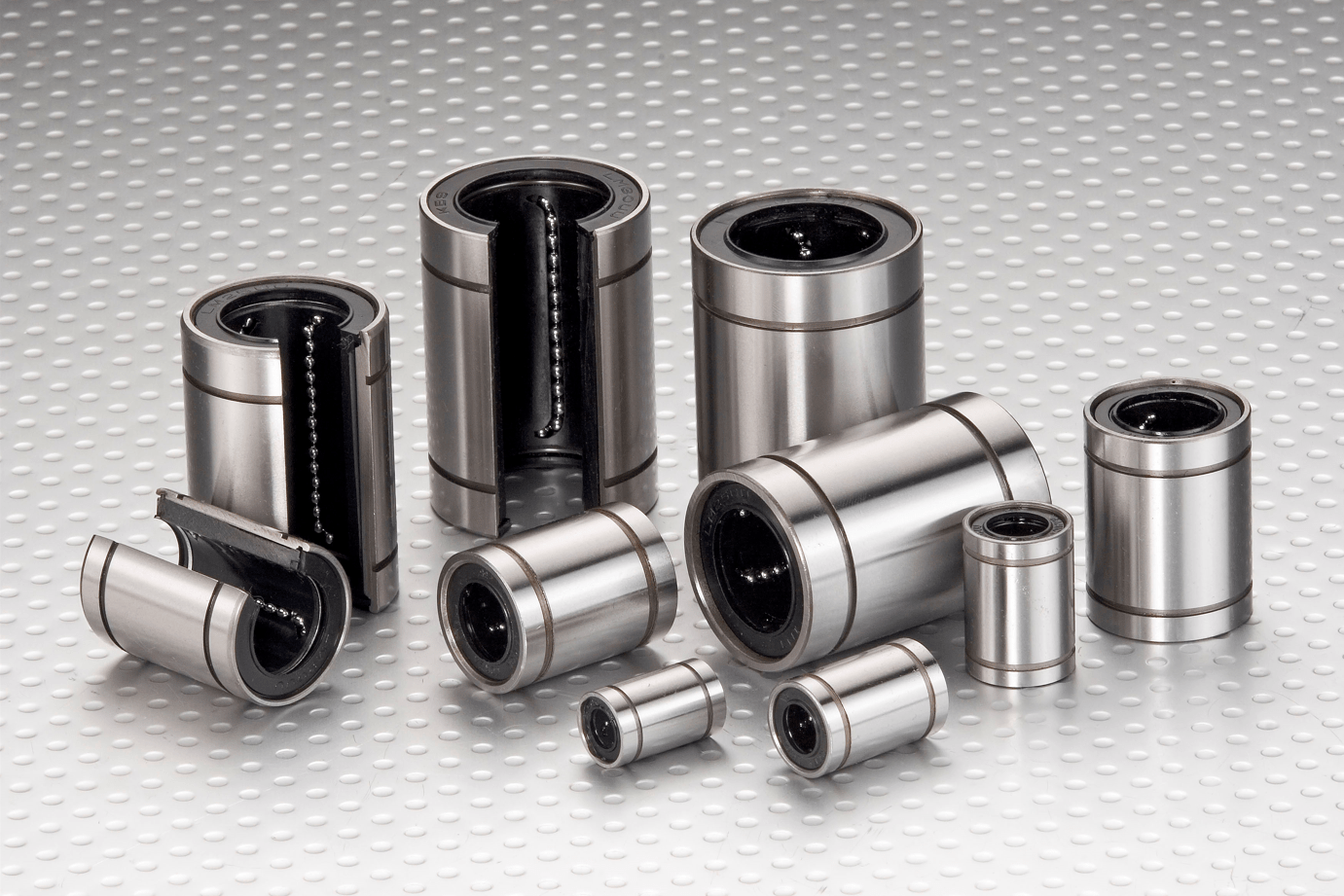
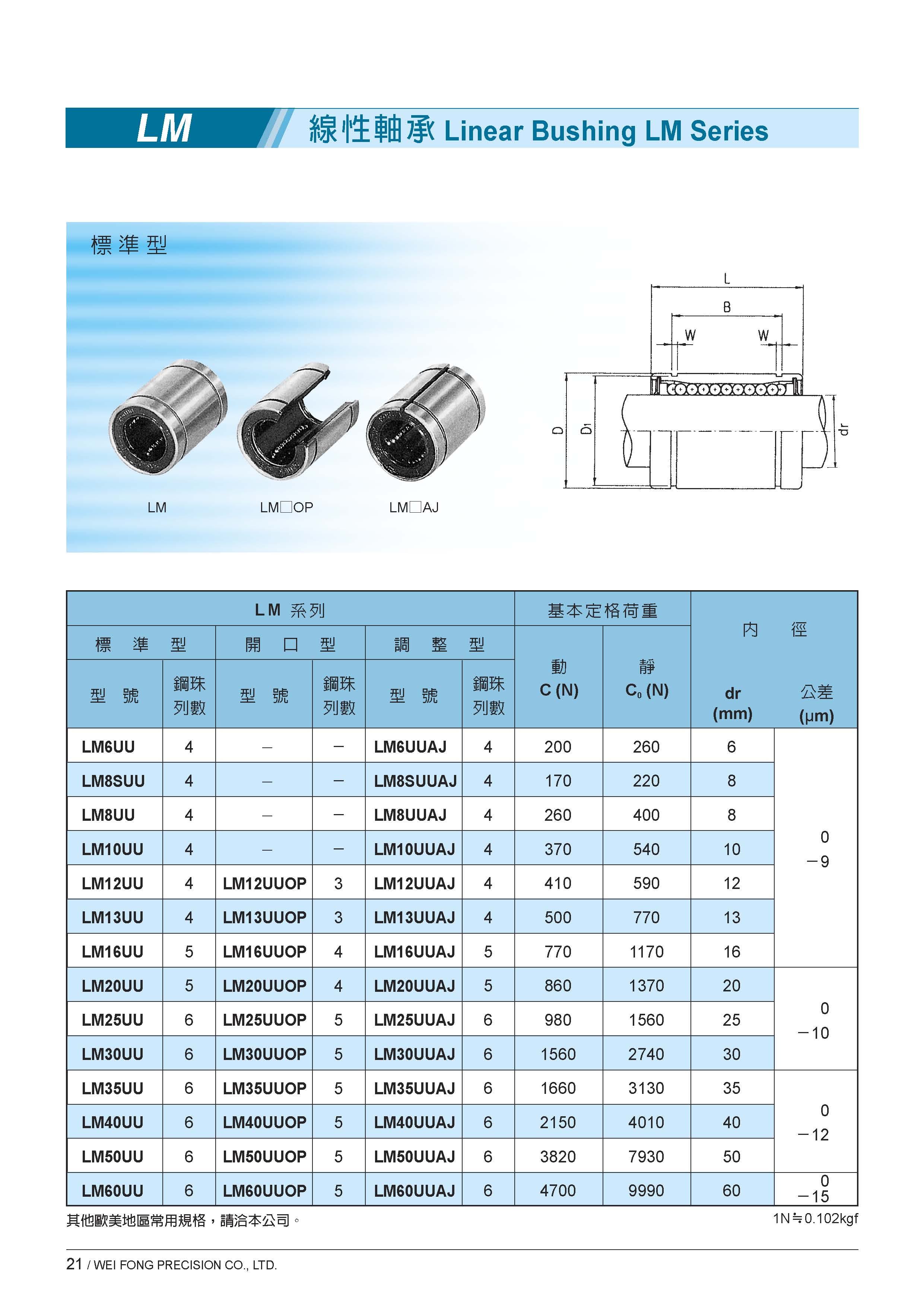
LINT標準型線性軸承
LINT開口型線性軸承
短型、加長型皆有,特殊長度請洽我司
內徑4~內徑60
品質良好、供貨穩定、鋼珠滑動順暢
更多詳細尺寸,請參考我司網站:
https://www.wfint.com.tw/zh-TW/Linear-Bearing-Standard-Type.htm

控制器型式:FANUC 0i-M
主軸轉速:10000/12000 rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:皮帶式/直結式
X軸行程:1100mm
Y軸行程:550mm
Z軸行程:550mm
主軸鼻端至工作台面距離:150~700mm
>點此看更多詳細規格<

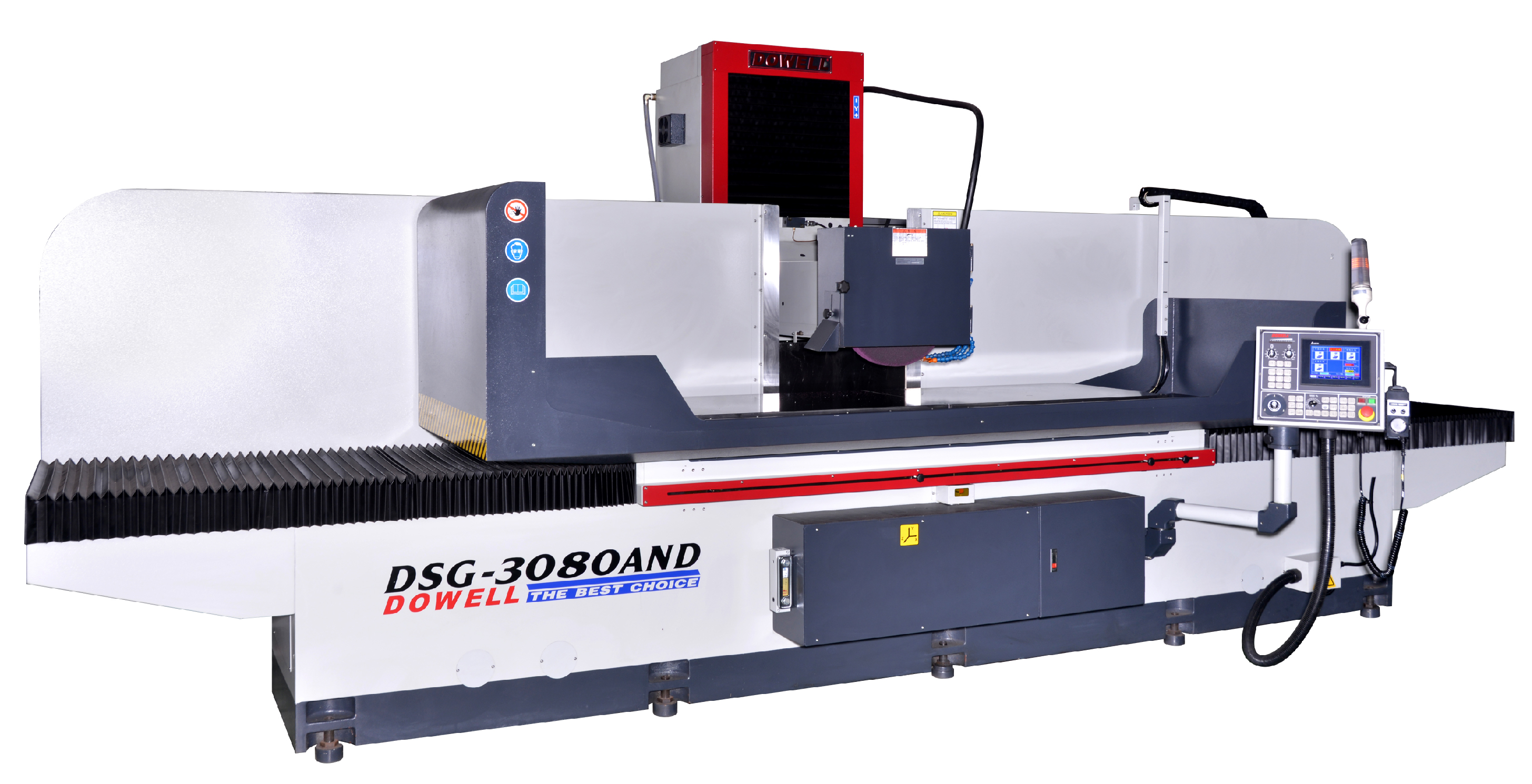
持豐富無心磨床設計製造經驗,大光長榮推出新一代CNC無心磨床-培林式主軸單持式砂輪系列。經由不斷研發與測試,以完美的操控能力,展現高精度要求。
高精度、高剛性的全規格六軸CNC培林主軸式樣無心磨床,可對應廣泛研磨需求。床身、結構支撐肋等採最適配置,設計出高剛性且精度穩定的本台。採用超精密複列式滾柱軸承的高剛性單持式砂輪主軸,使研磨更輕快、更精密。可搭載多樣性的高速送收料裝置
實現高操作性能,可搭載供給裝置與外徑量測裝置。


主軸專用外圓磨床,低重心更穩重的高剛性機械結構體,搭配特殊液靜壓軸承砂輪主軸設計,大幅降低摩擦阻力,能減少磨耗。加大軸距及砂輪軸馬力,提升整體切削力,縮短加工工時。全閉式液靜壓滑板,提升負載能力。滑板加寬加厚,並使用全閉式液靜壓滑板,工件最大可負重500KG。各軸行程加大,滿足大角度研磨。X/Z軸行程加大,提高砂輪可利用率。工作台迴轉角度增加,提供使用者更高的加工自由度
機台設計結構強化,。
特色:
-30度斜床身設計,操作方便,排屑方便
-鑄鐵床身俱有優化設計的整體剛度肋,提供了非常強的剛度
-大直徑軸承提供高剛性
-安裝在主軸上的高解析編碼器提供精確的 C 軸定位
-C 軸連續分度
-雙支撐滾珠螺槓直驅伺服馬達用於軸向運動
-伺服刀塔或液壓刀塔可供用戶選擇
-配備大圓盤,便於工具設置
-特殊主軸馬達定位設計減少機器佔地面積
-機器結構上的一體式結構,提供巨大的剛性
-可選配可編程尾座
-大型冷卻液箱
-透過轉塔盤供應內部冷卻液
-高壓幫浦
-PLC控制的排屑器


• 定位精度高
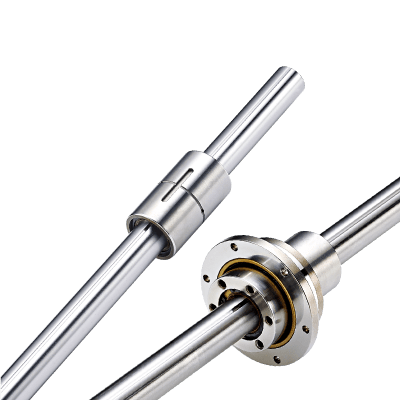
花鍵牙型為哥德牙,在施加預壓後旋轉方向沒有間隙,能有效提高其精度。
• 重量輕、體積小
將螺帽與支撐軸承設計為一體化結構,且精密螺桿花鍵重量輕,能實現小型及輕量的設計。
• 安裝簡便
由於使用循環器,即使將花鍵帽從花鍵軸中抽出,鋼珠也不會脫落。
• 支撐軸承剛性佳
作動時精密螺桿須有較高軸向力,因此將支撐軸承設計45˚接觸角,具有高軸向剛性;精密花鍵側支撐軸承設計45˚接觸角,承受具相同軸向與徑向力。
• 噪音低、運動流暢
滾珠螺桿採用端蓋式迴流的方式,可實現低噪音與平滑流暢的運動。
• 應用
SCARA機器人、裝配機器人、自動裝載機、機械加工中心的ATC裝置等,以及適用於旋轉與直線運動的組合裝置。
滾珠花鍵及旋轉式滾珠花鍵在花鍵軸外徑上設有3列負荷鋼珠列,並採用哥德牙設計讓3列鋼珠可同時承受順、逆時針之扭矩,以增加使用壽命及剛性。
各鋼珠列通過裝在花鍵帽內的特殊合成樹脂循環器,持續進行整列循環運動,所以,即使將花鍵軸從花鍵帽中抽出,鋼珠也不會脫落。
旋轉式滾珠花鍵帽外徑上有直接裝設的特殊軸承,且藉由花鍵帽的旋轉或停止,讓花鍵帽能同時具備2種模式的運動:旋轉與直線。
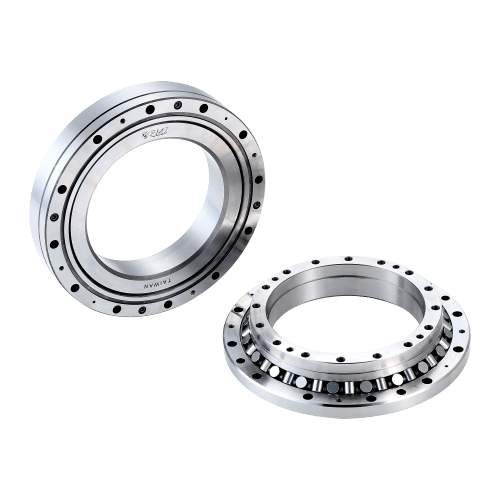
高精度
PMI提供P2、P4、P5、P6及P0級別的精密交叉滾柱軸承,可滿足客戶用於各項精密裝置上的需求。其生產之軸承都依據ISO標準檢測組合後之精度再行分級。
高剛性、高負荷
滾柱交叉排列於V型軌道中,滾柱與軌道接觸面積大,與深溝軸承、斜角軸承相比較,實現裝置體積小型化,負荷及剛性大幅提升。
節省空間
斜角軸承配對組合所需空間大小比交叉滾柱軸承大約1.5~2倍,因此可以減少設計空間,縮小體積。
尺寸選擇多樣化
推出軸承內徑20~160mm供客戶選擇。
修整線之滾動體
修整線精密研磨滾柱的使用,可避免滾柱兩端因應力集中而產生高應力,可降低滾柱所受之最大應力值,且負荷較平均,故能提高滾柱軸承的使用壽命。

特性
1.BT-40皮帶式10,000rpm主軸,提供高質量的加工精度與效率。
2.高剛性結構設計,提升加工穩定性與優異的抗震能力。
3.大跨距設計的穩固底座能有效分散重力與加工承受力。
4.短鞍座設計,大幅提高動態精度。
5.使用HIWIN高品質滾珠線軌與C3等級滾珠螺桿,XYZ軸各四滑塊配置,提供滑順穩定的進給表現。
6.採用日本製軸承,加工精度符合JIS標準與延長零件壽命。
7.出廠前需通過震動、雷射精度、Ball-Bar循圓檢查與實際加工測試。
8.配備24T刀臂式刀庫,換刀快速效率好。


特性
1.BT-40皮帶式10,000rpm主軸,提供高質量的加工精度與表面平滑度。
2.主結構使用米漢納鑄件,強肋式結構設計,提升加工穩定性與優異的抗震能力。
3.使用HIWIN高品質滾珠線軌與C3等級滾珠螺桿,XYZ軸各四滑塊配置,提供滑順穩定的進給表現。
4.採用日本製軸承,加工精度符合JIS標準與延長零件壽命。
5.機身造型方正,占地面積小,利於生產線空間配置。
6.配備24T刀臂式刀庫,換刀快速效率好。

特性
1.除BT40皮帶式主軸外,更能選配BBT40 齒輪式8000轉 及BT50 齒輪式6000轉。
2.齒輪箱採用合金鋼材料與精密研磨,提供最高精度與低工作噪音。
3.全齒式高低二段變速傳動主軸箱,轉速範圍廣、馬力大,高速加工與重切削皆游刃有餘。
4.鑄件接面採用職人級手工刮研鏟花,保證機械裝配精度。
5.採用日本製軸承,加工精度符合JIS標準。
6.出廠前需通過震動、雷射精度、Ball-Bar循圓檢查與實際加工測試。

1、本銑頭為敝司之傳統搪銑頭系列,最適合裝置在龍門銑床、單臂銑床、專用機,做重切削加工使用。
2、內壁加厚,本體鋼性佳。
3、銑頭主軸使用日本原料、NSK軸承,內部驅動系統皆經過嚴格的品質管制,堅固耐用且性能佳。
4、行程400mm
5、可搭配敝司承接面Φ250之直角銑頭(角度頭),做五面加工使用。

1、本銑頭為敝司之傳統搪銑頭系列,最適合裝置在龍門銑床、單臂銑床、專用機,做重切削加工使用。
2、內壁加厚,本體鋼性佳。
3、銑頭主軸使用日本原料、NSK軸承,內部驅動系統皆經過嚴格的品質管制,堅固耐用且性能佳。
4、行程600mm
5、可搭配敝司承接面Φ250之直角銑頭(角度頭),做五面加工使用。

1、本銑頭為敝司之CNC搪銑頭系列,最適合裝置在龍門銑床、單臂銑床、專用
機,做重切削加工使用。
2、內壁加厚,本體鋼性佳。
3、主軸使用日本原料、NSK軸承,內部驅動系統皆經過嚴格的品質管制,堅固
耐用且性能佳。
4、行程600mm
5、可搭配敝司承接面Φ250之直角銑頭(角度頭),做五面加工使用。
6、低溫升。
1、本銑頭為敝司之傳統搪銑頭系列,最適合裝置在龍門銑床、單臂銑床、專用機,做重切削加工使用。
2、內壁加厚,本體鋼性佳。
3、銑頭主軸使用日本原料、NSK軸承,內部驅動系統皆經過嚴格的品質管制,
堅固耐用且性能佳。
4、行程350mm
5、可搭配敝司承接面Φ250之直角銑頭(角度頭),做五面加工使用。

1、本銑頭為敝司之CNC搪銑頭系列,最適合裝置在龍門銑床、單臂銑床、專用
機,做重切削加工使用。
2、全機使用日本進口NSK軸承,運轉順暢,使用更長久。
3、12檔位變速,滿足各種狀態之加工需求。
4、四顆油壓鎖,重切削時減少震動,加工更穩定。
5、22kw永磁馬達或伺服馬達,馬力大、平穩、順暢。

1、本銑頭為敝司之傳統搪銑頭系列,最適合裝置在龍門銑床、單臂銑床、專用
機,做重切削加工使用。
2、內壁加厚,本體鋼性佳。
3、銑頭主軸使用日本原料、NSK軸承,內部驅動系統皆經過嚴格的品質管制,
堅固耐用且性能佳。
4、行程300mm
5、可搭配敝司承接面Φ250之直角銑頭(角度頭),做五面加工使用。

本直角銑頭(90度頭、角度頭)之主軸及齒輪採用鉻鉬合金鋼並經特殊滲碳熱處理,品質可靠且堅固耐用。適用於傳統龍門銑床、電腦龍門銑床、單臂銑床、專用機、及加工中心機。曜陽直角銑頭依機台主軸轉速、工作性質之不同,提供客戶多種選擇及搭配,超重切削型直角銑頭選用重負荷軸承,適合超重切削加工。此外,亦可搭配敝司生產之搪銑頭,即可五面加工使用。

本直角銑頭(90度頭、角度頭)之主軸及齒輪採用鉻鉬合金鋼並經特殊滲碳熱處理,品質可靠且堅固耐用。適用於傳統龍門銑床、電腦龍門銑床、單臂銑床、專用機、及加工中心機。曜陽直角銑頭依機台主軸轉速、工作性質之不同,提供客戶多種選擇及搭配,重切削型直角銑頭選用重負荷軸承,可於低轉速(0-800RPM)重切削加工;高轉速(800-1500Rpm)精銑、鑽孔、搪孔。此外,亦可搭配敝司生產之搪銑頭,即可五面加工使用。

本直角銑頭(90度頭、角度頭)之主軸及齒輪採用鉻鉬合金鋼並經特殊滲碳熱處理,品質可靠且堅固耐用。適用於傳統龍門銑床、電腦龍門銑床、單臂銑床、專用機、及加工中心機。曜陽直角銑頭依轉速、工作性質之不同,提供客戶多種選擇及搭配,輕切削型直角銑頭選用斜角滾珠軸承,可於低轉速(0-800RPM)輕切削加工;高轉速(800-3000RPM)精銑處理。此外,亦可搭配敝司生產之搪銑頭,即可五面加工使用。另有客製款式歡迎洽詢。

Right angle milling head(Moderate Cutting Type)
本直角銑頭(90度頭、角度頭)之主軸及齒輪採用鉻鉬合金鋼並經特殊滲碳熱處理,品質可靠且堅固耐用。適用於傳統龍門銑床、電腦龍門銑床、單臂銑床、專用機、及加工中心機。曜陽直角銑頭依機台主軸轉速、工作性質之不同,提供客戶多種選擇及搭配,中切削型直角銑頭選用斜角滾珠軸承,可於低轉速(0-800RPM)中切削加工;高轉速(800-2000RPM)精銑、鑽孔、搪孔。此外,亦可搭配敝司生產之搪銑頭,即可五面加工使用。

●強力夾持設計,允許重切削和鏜孔。
●特殊氣壓缸設計,當大量負載施加於轉盤時,能減少摩擦,確保高準確度與重複性。
●按下一鍵式按鈕即可輕鬆操作。
●轉盤平台為 FCD55 石墨鑄鐵 材質,適用於重載的切割作業。
●耦合齒輪採用高級軸承鋼製造, 高鋼性、高精度


控制器型式:FANUC 0i-M
主軸轉速:6000rpm
主軸鼻端錐度:BT50
主軸軸承直徑:90mm
驅動型式:皮帶式
X軸行程:1200mm
Y軸行程:650mm
Z軸行程:600mm
主軸鼻端至工作台面距離:130~730mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:12000 /15000 rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:直結式
X軸行程:700mm
Y軸行程:550mm
Z軸行程:550mm
A軸行程:-120 / +30 degree
C軸行程:360 degree
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:12000 /15000rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:直結式
X軸行程:1000mm
Y軸行程:650mm
Z軸行程:550mm
A軸行程:-120 / +30 degree
C軸行程:360 degree
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:10000(12000)rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:皮帶式 (直結式)
X軸行程:600mm
Y軸行程:520mm
Z軸行程:540mm
主軸鼻端至工作台面距離:150~690mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:10000 (12000)rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:皮帶式 (直結式)
X軸行程:750mm
Y軸行程:520mm
Z軸行程:540mm
主軸鼻端至工作台面距離:150~690mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:10000 (12000)rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:皮帶式 (直結式)
X軸行程:850mm
Y軸行程:550mm
Z軸行程:550mm
主軸鼻端至工作台面距離:150~700mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:12000(15000)rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:直結式
X軸行程:850mm
Y軸行程:550mm
Z軸行程:550mm
主軸鼻端至工作台面距離:150~700mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:12000(15000)rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:直結式
X軸行程:1100mm
Y軸行程:550mm
Z軸行程:550mm
主軸鼻端至工作台面距離:150~700mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:10000(12000)rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:皮帶式 (直結式)
X軸行程:1200mm
Y軸行程:650mm
Z軸行程:600mm
主軸鼻端至工作台面距離:125~725mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:10000(12000)rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:皮帶式 (直結式)
X軸行程:1200mm
Y軸行程:650mm
Z軸行程:600mm
主軸鼻端至工作台面距離:150~750mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:10000(12000)rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:皮帶式 (直結式)
X軸行程:1300mm
Y軸行程:650mm
Z軸行程:550mm
主軸鼻端至工作台面距離:150~700mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:10000(12000)rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:皮帶式 (直結式)
X軸行程:1500mm
Y軸行程:750mm
Z軸行程:550mm
主軸鼻端至工作台面距離:150~700mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:10000(12000)rpm
主軸鼻端錐度:BT40
主軸軸承直徑:70mm
驅動型式:皮帶式 (直結式)
X軸行程:1600mm
Y軸行程:850mm
Z軸行程:850mm
主軸鼻端至工作台面距離:150~1000mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:6000rpm
主軸鼻端錐度:BT50
主軸軸承直徑:90mm
驅動型式:皮帶式
X軸行程:1100mm
Y軸行程:550mm
Z軸行程:550mm
主軸鼻端至工作台面距離:155~705mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:6000rpm
主軸鼻端錐度:BT50
主軸軸承直徑:90mm
驅動型式:皮帶式
X軸行程:1200mm
Y軸行程:650mm
Z軸行程:600mm
主軸鼻端至工作台面距離:150~750mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:6000rpm
主軸鼻端錐度:BT50
主軸軸承直徑:90mm
驅動型式:皮帶式
X軸行程:1300mm
Y軸行程:650mm
Z軸行程:550mm
主軸鼻端至工作台面距離:155~705mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:6000rpm
主軸鼻端錐度:BT50
主軸軸承直徑:90mm
驅動型式:皮帶式
X軸行程:1500mm
Y軸行程:750mm
Z軸行程:550mm
主軸鼻端至工作台面距離:150~700mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:6000rpm
主軸鼻端錐度:BT50
主軸軸承直徑:90mm
驅動型式:兩段式變速齒輪箱
X軸行程:1600mm
Y軸行程:850mm
Z軸行程:850mm
主軸鼻端至工作台面距離:150~1000mm
>點此看更多詳細規格<

控制器型式:FANUC 0i-M
主軸轉速:6000rpm
主軸鼻端錐度:BT50
主軸軸承直徑:90mm
驅動型式:兩段式變速齒輪箱
X軸行程:2100mm
Y軸行程:850mm
Z軸行程:850mm
主軸鼻端至工作台面距離:150~1000mm
>點此看更多詳細規格<

外徑精度: f7,f8
表面粗度:最大 Ra0.2μm
硬鉻厚度: <Φ22.225mm: 最小 15 μm
≧Φ24mm: 最小 20 μm
表面硬度:最小 HV 850
真直度 : <Φ20mm: 最大 0.25/1000mm
≧Φ20mm: 最大 0.2/1000mm
真圓度: 公差 × 1/2
標準長度: 3M ~ 6M以上
標準尺寸: Φ6 ~ 255Φ (Φ1/4” ~ Φ10”)
材質: JIS S45C, SAE1045, DIN CK45,EN C45E,ASTM 1045
可接受特殊材質(如:SCM440)及特殊規格

外徑精度: f8
表面粗度:最大 Ra 0.2μm
硬鉻厚度: <Φ22.225mm: 最小 15 μm
≧Φ24mm: 最小 20 μm
表面硬度: HRC 55° ± 2°
硬度深層:0.5mm-1.5mm
真直度: <Φ20mm: 最大 0.25/1000mm
≧Φ20mm: 最大 0.2/1000mm
真圓度: 公差 × 1/2
標準長度: 2M - 6M
標準尺寸: Φ6 ~ Φ255 (Φ1/4” ~ Φ10”)
材質: JIS S45C, S55C,SAE1045, DIN CK45, JIS SCM440 (特殊規格亦可訂製)
外徑精度: g6
表面粗度: 最大 Ra 0.2 μm
表面硬度: HRC 60° ± 2°
硬鉻厚度: <Φ22.225mm: 最小 10 μm
≧Φ24mm: 最小 15 μm
真直度: <Φ20mm: 最大 0.25/1000mm
≧Φ20mm: 最大 0.2/1000mm
真圓度: 公差 × 1/2
標準長度: 2M - 6M
標準尺寸: 8Φ ~ 160Φ
材質: JIS SUJ-2, DIN CF53,S55C (特殊規格亦可訂製)
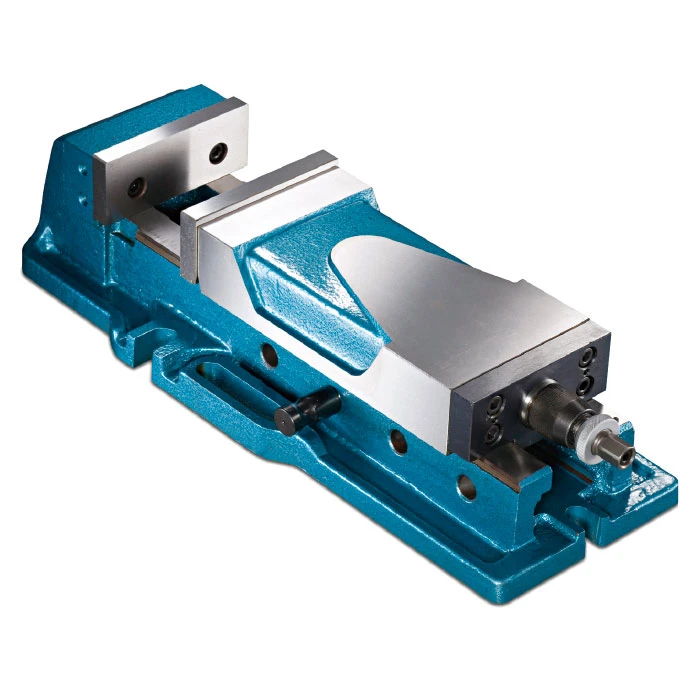
● 雙倍力式專利結構,特殊力臂原理 ,雙倍壓力! ● 夾持力可達4500kg,壓力不會消失
● 一體成形設計,搭配角固原理,夾持時工件自動 下壓,精準度高!
● 快速開口定位孔設計
● 超大開口設計可達300mm
● 特殊倍力裝置,採用高級軸承鋼製成。超強夾持力非油壓,不漏油!
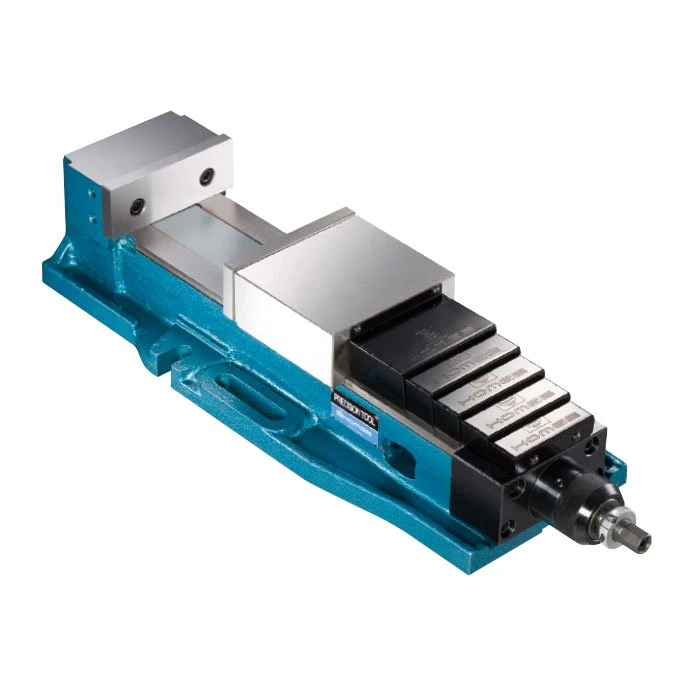
● 超大開口設計: HMAV-160開口達310mm / HMAV-200開口達395mm
● 安裝外部爪後,HMAV-160最大夾持開口達450mm / HMAV-200最大夾持開口達550mm
1. 防屑板設計,阻隔切削時產生的碎屑侵入,保護並 延長內部零件使用壽命!
2. 虎鉗兩邊滑軌經過 熱處理,硬度達HRC 50º,耐磨 度增強,產品壽命更長!
3. 虎鉗角固原理結構,確保夾持時,工作 物件自動下壓,夾持力大!
4. 特殊倍力裝置 採用高級軸承鋼 製成 超強夾持力 非油壓,不漏油
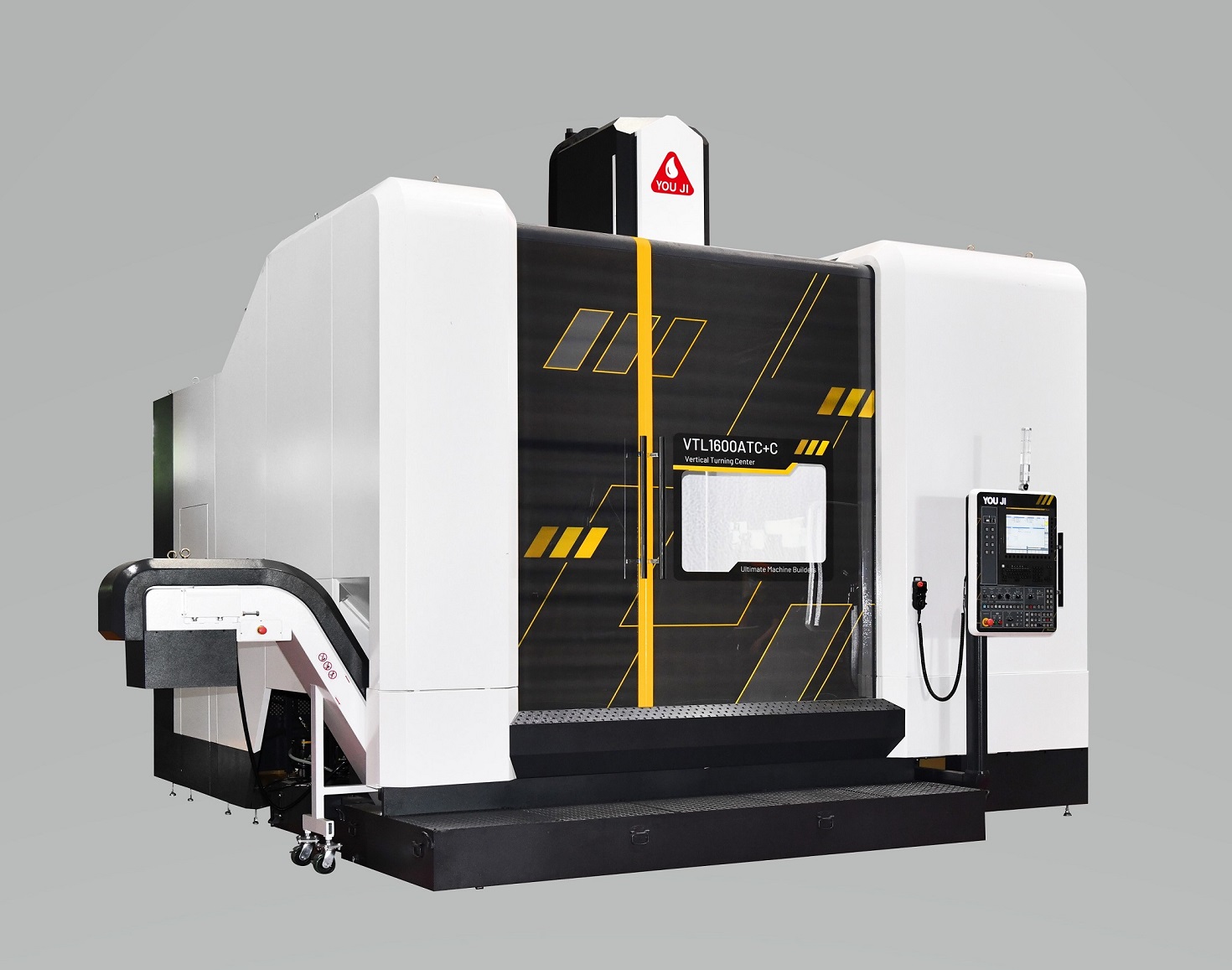
1.VTL系列因應高複合性車銑及高效率重載加工需求,立柱採對稱式門型結構,無論在哪個位置加工,都能維持相同精度,更可提升超過50%整體剛性結構,使之能更有效抵抗切削力作。
2.大跨距框型門架設計,使機台能完全包覆加工物,提升穩定性及壽命,更能確保加工精度。
3.橫樑硬軌端面與主軸中心距離縮短(VTL1600約為470mm),以降低車削產生力矩,增加加工穩定性。
4.銑削主軸與C軸可於同一機台進行車、銑、鑽等複合化加工功能,大幅提升加工性能與彈性。
5.立式車床具備因工件工件自重,加工較臥式車床穩定之特性,並且更適合加工環狀、不規則狀、偏重型工件。
6.油機自主開發HMI人機介面,依客戶需求開發,可達到虛實整合,可視化管理。
7.搭配Marposs智能監控系統,可以達到刀具監控、加工製程監控、加工優化(震動及負載檢知)、機台保養預知、機台保護(碰撞保護)等符合工業4.0智慧機械元素。
8.適用於航太業、風電業、船舶業、能源業、油閥管筏業、電機馬達業...等產業,泛用性高,針對軸承、引擎、各式機械零組件、環件、馬達框、各式重型機具等加工產業,皆可採用。

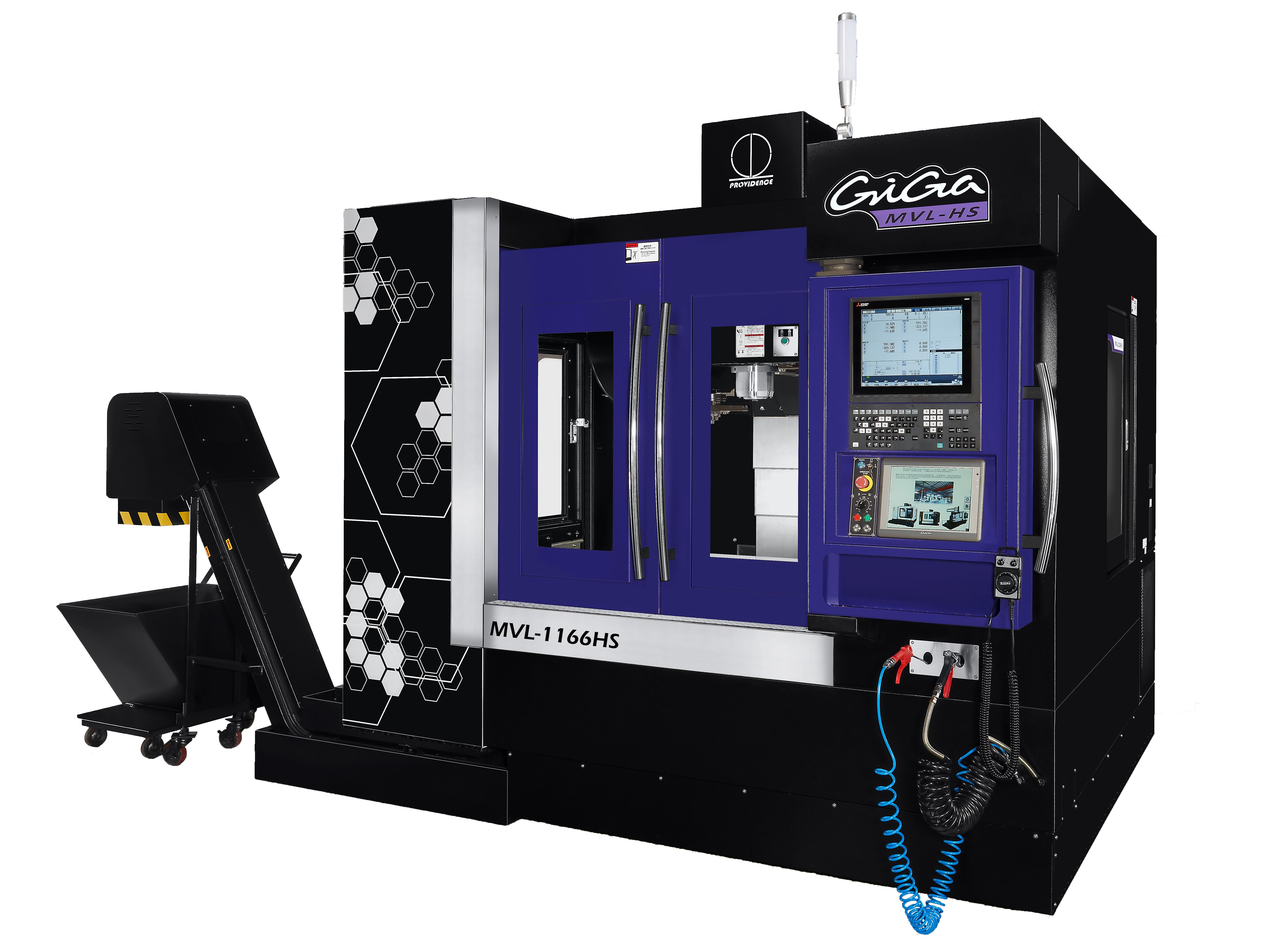
1. Z軸線軌設計採用6個滑塊 2.三菱控制器M830 3. 主軸採用BBT40兩面拘束椎度刀桿。主軸軸承採油霧潤滑系統 。主軸冷卻使用微電腦溫度控制系統 4. 底盤沖屑鈑金以SUS材質製作 5. 切削液水箱冷卻系統

凱柏NV-1280立式加工中心機,獨創技術降低主軸與結構系統熱變形量,提供使用者更好、更穩定的加工精度。與凱柏其它線軌系列相比,NV-1280 擁有更大的Y向空間,Y軸行程650 mm可以滿足不同加工需求,提高加工應用空間,克服加工限制,使可配置4/5軸盤面,讓加工更多元化。三軸採用超荷重型滾柱線軌,增加負載能力與剛性;X軸行程配置三滑塊使工作台得到最大支撐,以呈現機台剛性及增加工作台荷重力。三軸採用C3級雙螺帽滾珠螺桿預壓及預拉消除傳動背隙;兩端軸承配置前3後3確保最佳支撐剛性。肩坐式刀庫介面設計,降低立柱側向受力,同時減少刀庫作動或換刀震動,提高機械加工精度。標準二側建置捲屑螺桿提高切屑排除效率。


1. 前端使用雙列滾珠軸承及止推軸承,滾針軸承之組合
2. 適用於 CNC 車床,具中負荷使用與防水性
3. 車床尾座調整壓力建議 5~8 公斤
※ NCH-B 型;適合小工作物之加工切削

1. 前端使用雙列滾珠軸承及止推軸承,滾針軸承之組合
2. 適用於 CNC 車床,具中負荷使用與防水性
3. 車床尾座調整壓力建議 5~8 公斤

1. 心軸使用合金工具鋼之材質,經真空熱處理( HRC60°±1°)具高鋼性及耐磨性
2. 前端使用雙列斜角滾珠軸承及止推軸承中段及後段使用滾針軸承之組合,具防水性
3. 車床尾座調整壓力建議 5~8 公斤
※ NCF-B 型;適合小工作物之加工使用

1. 前端使用雙列斜角滾珠軸承、止推軸承及滾針軸承之組合
2. 適用於 CNC 車床,具高速及中負荷使用,具防水性
3. 車床尾座調整壓力建議 5~8 公斤
※ NC-B 型;適合小工作物之加工切削

1. 心軸使用合金工具鋼之材質,經真空熱處理( HRC60°±1°)具高鋼性及耐磨性
2. 前端使用雙列斜角滾珠軸承及止推軸承中段及後段使用滾針軸承之組合,具防水性
3. 車床尾座調整壓力建議 5~8 公斤

1. 使用雙列斜角滾珠軸承、止推軸承及滾針軸承之組合
2. 適用於 CNC 車床,具高速及中負荷使用,具防水性
3. 車床尾座調整壓力建議 5~8 公斤

1. 心軸使用合金工具鋼之材質,真空熱處理( HRC60°±1°)具高鋼性及耐磨性
2. 使用錐狀、止推以及滾針軸承之組合
3. 適用於中、重負荷使用,具防水性
4. 車床尾座調整壓力建議 5~8 公斤
※ 防水設計

1. 頂針頭部使用鉻鉬鋼材質,經熱處理( HRC60°±1°)
2. 內部使用錐狀以及滾珠軸承之組合
3. 適用於較大內孔徑之加工使用
4. 車床尾座調整壓力建議 6~10 公斤

1. 心軸及本體使用軸承鋼之材質,經適當熱處理 (HRC60°±1°)
2. 使用止推軸承,針狀及滾針軸承,滾珠軸承組合
3. 適用中、高速之車床及負載使用
4. 車床尾座調整壓力建議 5~8公斤
※ NK-B型適合中小工作物之加工切削。

1. 心軸及本體使用軸承鋼之材質,經適當熱處理(HRC60°±1°)
2. 使用止推軸承,針狀及滾針軸承,滾珠軸承組合
3. 適用中、高速之車床及負載使用
4. 車床尾座調整壓力建議 5~8公斤
※ NK-B型適合中小工作物之加工切削。

1. 鉻鉬鋼之材質,經適當熱處理(HRC58°~60°)具高鋼性
2. 使用滾珠軸承之組合
3. 適用中、高速車床及輕負載之使用
4. 車床尾座調整壓力建議 5~8 公斤

專利項目
1. 雙軸承研磨座
2. 鑽頭鎖緊設計裝置有軸承
3. 可調靜點座
注意
※ 鑽石砂輪螺絲(B3)未鎖緊,側蓋(B2)未蓋好旋扭(B1)未鎖緊前,不可將電源打開,以免發生危險
※本機裝置有斷電系統,砂輪保護蓋掀開時就會自動斷電,以保護操作人員安全

刀把規格:BT30
主軸外徑:100 mm
最大轉速:15,000 rpm
軸承尺寸:Ø45
軸承潤滑:油脂
拉刀力:2 KN

高壽命砂輪
⭐️特色
採用高強度SG磨料與白色氧化鋁結合,採用低溫VBP結合劑燒結而
成,具有微晶特性,單顆磨料可產生數倍的微小自銳效果,帶來優異
的形狀保持能力和長效的研磨能力,是加工高硬度材料的最佳選擇。
⭐️用途
成形研磨、平面研磨
⭐️工件材料
S45C、C55C、SCM、SKD
⭐️版本
BF-標準版本
BFU-增強自銳利化能力
BFM-輪廓磨削的強化版本(Ex: 軸承)


JL-1000HR 液靜壓旋轉工作台,精準控制油壓使工作台和軸承之間不會產生摩擦,具有高精度、高抗震效果。適合高精度研磨的需求。


1. 前後滑道採用線性滑軌,線性滑軌具有高剛性與高負荷能力的特性,可大幅提升加工精度。
2. 具低噪音及高程載量等特點。。
3. 工作台採油壓驅動系統。
4. 採用雙油壓缸驅動工作台,以及高精密彈筒式主軸,搭配複合式抗磨擦軸承。


1.採用液靜壓工作台,轉速達200 r.p.m。
2.主軸採用高剛性設計,可抵抗重磨削之外力,並可抑制磨削產生之振動,維持穩定性及精度。
3.工作台以軸承特殊排列方式及機構消除皮帶所產生側向力,增加精度穩定性。
4.上下軸進給配合蝸輪減速機及伺服馬達驅動。
5.前後為雙V滑道,並貼合Turcite-B,使滑軌摩擦力降到最低,提升研磨表面精度。
6.前後、上下雙軸線軌,並採用精密滾珠導螺桿,搭配伺服控制器及伺服馬達驅動。
7.全罩式密閉防護,確保研磨過程安全性。
8.主軸變頻轉速1600 r.p.m。
9.搭配感應式主軸馬達(20hp)
10.動平衡裝置。

1. 材質: 球狀石墨化鑄鐵FCD600 (60KG/mm2), 剛性強,抗張力強,不易變形。
2. 煞車系統: 170/217/256/322 氣壓+油壓, 400/500/630/800 油壓,(具自動補償油壓油裝置,免用外掛增壓缸,已內建)。
3. 採用碟式煞車大徑活塞,最強煞車機構,可達最高扭力加工需求,煞車能力不因長時間重切削而鬆弛。
4. 採用雙導程渦桿傳動。
5. 大孔徑設計(採用大孔徑軸承)。
6. 電器箱防水設計,採用O型環密封設計,防水性極佳。
7. 電器箱負壓設計,隨時充氣將切削水向外頂出,可保持電器箱乾燥。
8. 使用交叉滾柱軸承: 日本製與台灣製。
9. 煞車檢出採用壓力開關(2只): 德國製。
10. 電磁閥採用日本原裝進口: SMC。
11. 銅渦桿渦輪採用日本原裝進口。
12. 零組件均選用最高品質。


1. 心軸使用合金工具鋼之材質,經真空熱處理(HRC60°±1°)具高鋼性及耐磨性。
2. 此頂針使用滾針軸承、止推軸承及深溝滾珠軸承之組合。適合CNC車床使用、有防水設計,車床尾座調整壓力建議5~8公斤。
※ NCK-B型適合中小工作物之加工切削。

POSA氣靜壓精密主軸的開發是普森突破傳統設計框架的重要里程碑,研發團隊利用氣體黏度僅有普通潤滑油1/1000的特性,分析計算主軸內部氣壓流道之結構最佳化設計,在轉定部之間形成具備承載剛性的氣膜。取代傳統以鋼珠軸承支撐主軸的設計,實現「環保無油」、「零磨耗運轉」、「高精密度」的產品特性,可滿足半導體晶圓、LED等加工製程的零組件國產化需求。


• 研磨台面直徑:500mm
• 米漢納高級鑄鐵(FC30)高剛性、高耐磨性之滑道可使機器精度永久保持。
• 立式昇降軸採用C1級滾珠螺桿(Ø50),在進給切削研磨時,具有高穩定性。
• 昇降及左右進給採用日制高剛性滾柱線性滑軌,(滑塊x6)使進給順暢,亦兼顧高剛性。
• 立式主軸昇降採用氣壓配重裝置,可使滾珠螺桿及伺服馬達降低負載,使移動更加平順,亦延長使用壽命。
• 臥式主軸採用六個超精密滾珠軸承支撐能承受重負荷研磨。


• 工作台尺寸(長x寬):1200x2000mm
• 米漢網高級鑄鐵(FC30)高剛性、高耐磨性之滑道可使機器精度永久保持。
• 主軸採用六個超精密斜角滾珠軸承支撐,能承受重負荷研磨。
• 工作台驅動採用比例式油壓系統、啟動、停止、方向切換或是速度調整、手動、自動操作可由操作面板上直接操作。
• 所有油路採用電磁泵浦,強制注油自動循環,主軸啟動運轉,潤滑油泵浦即動作,提供各螺絲和滑動面最佳潤滑效果。
• 昇降傳動採用精密滾珠螺桿,並搭配精密級減速機,經由AC伺服馬達驅動,提供完美的微進給精度。
• 工作台尺寸(長x寬):750x2000mm
• 本主架構採用FC米漢納高級鑄鐵
• 主軸馬達採用西門子馬達
• 前後左右滑道皆為雙V滑道
• 主軸採用六個超精密斜角滾珠軸承支撐,能承受重負荷研磨(前4後 2)
• 砂輪主軸採用六個超精密斜角滾珠軸承支撐,能承受重負荷研磨(軸承前4後2)
• Y軸與Z軸採用精密滾珠螺桿驅動
Y軸採用伺服馬達驅動,並搭配手動脈波產生器,可達成精準的進給精度
• 前後附有電子調距功能,擺脫傳統感應開關不方便性,並可增加研磨效率
所有滑軌,螺桿均採用自動潤滑系統強制注油(附有感測裝置無油時會顯示異警)

此系列機台具有極佳的性價比,均採用模組化設計,並強化了機械結構,展現出高速、高精度的切削性能和更高的工具機穩定性。每款機型均可充分滿足各行業對精密複雜曲面加工和模具加工的需求。SDC系列可廣泛應用於航空航太、汽車摩托車、能源、電子和交通運輸等高科技產業。
A. 三軸滾柱型線軌
● 三軸均採用滾柱型線軌。X軸(工作台)採用6滑塊寬度55mm線軌。Y/Z軸採用55mm線軌。Y軸線軌為重負荷型,剛性提升70%,使工具機適用於高速、高剛性和長時間加工。
B. 高剛性機台結構
● 堅固的箱型結構底座,並結合內部加強肋。採用寬度55 mm高剛性滾柱型線軌,與加大一級的Ø63 mm滾珠螺桿,為高速加工中的高精度提供了可靠的基礎。
● 超大尺寸的蜂巢柱結構,穩定性優於其他對手。幾何精度保持性也優於傳統結構。立柱和橫樑採用一體成型,所有零件的接觸面均經過鏟花處理,以提高機台精度,從而提供最佳的動態和靜態剛性。
● 所有機台零件均採用有限元素法(FEM)進行分析,組裝後結構輕巧,同時確保機台的最佳剛性。
● 工作台採用箱型結構,並加強肋的結構,提升負載穩定性及加工精度。
● 此系列採用高耐用性鑄鐵(FC-300)製造,並經過高精度研磨和鏟花組裝而成。
C. 高功率內藏主軸
● 標配10Krpm BT50直驅主軸
● 高速高剛性主軸,滿足模具高速高精度加工需求。
● 主軸採用高精度大型陶瓷軸承支撐,提供卓越的軸向和徑向切削剛性(直驅型)。
● 強有力的20Krpm內藏式主軸,提供15/18.5 kW的輸出功率和118 Nm的最大扭力。
E. 鞍座支撐採用階梯式設計
● 鞍座、主軸箱及橫樑採用階梯式支撐設計,增強Y軸快速移動的穩定性,減少振動前傾,增強主軸在高速切削時的剛性,進而提高工具機的加工精度。
F. 箱式結構底座設計
● 加強型內部筋條佈置,採用55 mm高剛性滾輪導軌,同時增加Ø63 mm滾珠螺桿副,為高速加工精度提供可靠基礎。
G. 蜂巢結構設計
● 立柱、橫樑採用一體成型鑄造結構設計,所有零件接觸面均經手工鏟花,確保機台精度,並提供最佳的動態、靜態剛性。


強化結構設計,展現卓越切削效率與穩定性-最佳性價比之選。
SV-50DT系列鑽孔攻牙加工中心集高速與高穩定性於一身。強化結構設計確保最佳的動態和靜態穩定性。配備12Krpm高速主軸,三軸線性運動可實現48公尺/分鐘的快速移動速度,是高速、高精度、高效率的完美結合。
A. 完美的高剛性結構設計:
● 穩定的低重心機座為整機提供堅固的基礎,V型內肋條設計可確保持久的動態和靜態精度。
● 兩條線性導軌之間的超大跨距帶來卓越的穩定性,可吸收切削振動,避免懸垂問題。
● 所有結構機構均採用高強度FC-300鑄鐵製成,具有應力消除和無變形的特性。
● 箱式結構,抗變形、抗彎曲。
● A型立柱穩固支撐刀庫和主軸箱,有效承受軸向和徑向切削力。
B. 標配12Krpm直驅主軸:
● BT-30主軸錐度
● 直結主軸加減速時間在1~1.5秒內,提升加工效率。
● 選配15Krpm/24Krpm主軸。
C. 標配16把刀夾式刀庫:
● 刀庫採用BT-30刀柄。
● 刀庫主體採用鋁合金材質,有效降低慣性負載,換刀快速,運動平穩。
● 雙向隨機選刀。
D. 最佳化的主軸頭高寬比:
● 主軸頭高寬比接近1:1,使其在徑向和軸向切削阻力方面表現出色。
E. 錨定式滾珠螺桿:
● 滾珠螺桿兩端採用斜角接觸球軸承固定在機台上,具有更高的剛性和穩定性。
● 預拉式滾珠螺桿消除了背隙,提高了定位精度。
F. 寬闊的內部工作空間:
● 寬闊的內部工作空間具有良好的通風和高效率的排屑性能。
● 兩個獨立控制的幫浦分別用於主軸切削和排屑沖水。

機台特點 /
■ 精度
工作台面精度保證(試磨片x6片, 其高度差) : 5μ
上下軸進刀最小單位 : 1μ
■ 主軸及馬達
上下軸採用AC伺服馬達驅動。
15HP V3級低震動主軸動馬達。
精密主軸採直結式, ABEC Class 7 (P4) 軸承,0.003m/m TIR。
軸軸承前端使用4個斜角滾珠軸承, 後端兩個斜角滾珠軸承。
■ 前後及左右
前後簡易式AC伺服馬達驅動,間歇進給量較均勻。(TS)
前後AC伺服馬達驅動。 (P)
先進的雙缸油壓迴路系統, 搭配無段速控旋鈕。
工作台在左右兩端反轉時,達到最小的震動,速率0.5m/min~25m/min, 近接開關採內藏式設計, 保證操作安全。
■ 底床及滑軌
上下/前後軸皆採線性滑軌, 搭配加大型線性滑塊,
左右雙V, 貼附耐磨片Turcite B,以及手工鏟花。
一體式T型鑄件底床以及滑軌。
主鑄件皆採用米漢納高級鑄鐵,經過退火及季化,不變形。

大負荷容量
滾珠的滾動溝槽採精密研磨成型,且採用哥德型40°角接觸,因接觸角度 大,故在徑向和扭矩方向都具有很大的負荷容量。
旋轉方向零間隙
通過採用接觸角度為40°的相對2 ~ 4排滾珠列,將花鍵軸與花鍵外筒結合,並可透過調整 預壓方式,使旋轉方向的間隙可為零。
高度靈敏性
由於鋼珠接觸點採特殊之設計,除高剛性外更具靈敏性,並可降低能量之浪費。
高剛性
由於接觸角大,故具有高剛性,並可視情況施加恰當的預壓,所以能獲得較高的扭矩剛性、力矩剛性。
裝配簡單
由於採用特殊之設計,即使將花鍵外筒從花鍵軸脫離,鋼珠也不會脫落。故而裝配、保養、檢查都很容易進行。


HIWIN滾珠花鍵為一種滾動導引元件,主要是由螺帽、螺桿、鋼珠與保持器所組成,藉由鋼珠在螺帽與螺桿之間作無限循環的滾動,使螺帽能沿著螺桿高精度線性移動。滾珠花鍵上的鋼珠為角接觸結構,可承受徑向負荷及扭矩負荷。
滾珠花鍵設置了3組負荷滾珠,滾珠為面對面的角接觸設計,滾珠藉由鋼珠保持器,持續進行整列循環運動,透過最佳化的保持器設計,實現高速、高加減速的導引,此外保持器對於鋼珠的包覆設計使得螺帽從花鍵軸中抽出,滾珠也不會脫落。
可傳遞扭矩能力 : 與線性軸承相比,滾動槽中的鋼珠為角度接觸,因此螺帽與螺桿可以相對運動,達到傳遞扭矩的功能。
一體型結構 : 因螺帽與軸承做一體化結構,實現高精度且小型的設計。
潤滑油路 : 藉由油路的最佳化設計,將潤滑油脂直接導引到滾珠迴流處,改善潤滑效果提升使用壽命。

上銀科技諧波減速機具有高精度、高效率、高扭轉剛性、低啟動扭力等特性。可使用於機器人、自動化設備、半導體設備、工具機等產業。諧波減速機開發多種樣式、規格與減速比提供客戶多樣選擇與客製化服務,可滿足客戶各種設計搭配需求。
上銀科技軸承具有高精度、體積小及高負荷承載能力,適用於工具機、自動化設備、機械手臂、半導體、醫療及轉矩馬達等多種領域需要精密迴轉應用的場合,組裝容易並具互換性。特色:輕量化、節省體積可提升機台有效使用空間,安裝與維護容易,多種軸承型式與尺寸以供最佳選擇,可依客戶需求製作。
如欲了解更多產品資訊,歡迎拜訪HIWIN技術支援官網:https://www.hiwinsupport.com

XL-A型深孔鑽孔機,是專為小直徑和深孔鑽孔零件、軸和芯棒的生產而設計的理想選擇,擁有獨特設計的主軸最高轉速可達10000rpm~15000rpm直接主軸,能夠產生極低的噪音和振動,讓工作環境更加安靜和穩定。為了提供更好的性能,我們特別設計了振動減震器,使其能夠使用更短的鑽頭,有效防止鑽孔產生彎曲現象。您可以輕鬆調整各項參數,實現更高的精度和品質。
此機器用於生產較小直徑及鑽孔較小直徑的零件,例如:軸心類及其他小工件。
機器的特殊設計及直接轉動主軸可降低噪音及震動。
特殊設計扶刀座(專利號碼PAT-M444890-台灣及ZL200920168114.2-大陸)使機器能用較短的槍鑽加工及同時也可預防鑽孔刀具的彎曲。
本機台有特別配置伺服馬達和滾珠螺桿,此項配備可以確保進刀結構順利及方便調整進刀速率。
懸吊式操作面板及手輪,可以讓操作者使用更方便。
自動潤滑泵浦為本機器的標準配件,此配件是為了確保軸承螺桿表面能受到良好的潤滑。
CE 規範安全標準配備,可自由選擇。


XT型深孔鑽孔機的工作台和機床底座均採用堅固的床式結構設計,相較於膝式機床,洋基精工機台的工作台能夠承受三倍的重量,確保在機器全速運轉或大規模生產時,機床的定位精度及鑽孔過程的準確性。此外,洋基精工有多種控制器品牌提供選擇:Fanuc、Mitsubishi或Syntec CNC控制器。我們的深孔鑽孔機標配自動潤滑泵及提醒注油功能,讓所有軸承表面和螺絲可得到充分潤滑。
XT-600/1000 CNC /鑽孔能力 : O 3~25mm × 600~1000mm
床台型深孔鑽孔機可選擇裝置FANUC,MITSUBISH 或SYNTEC CNC控制器。
工作台及機器底座採用床台型 (BED TYPE) 設計,工作台載重量為膝型機種(KNEE TYPE)的3倍以上,確保工作台移動或在加工時的定位精度,適合中小型塑膠模具,玻璃瓶射出模具,熱交換器等冷卻水孔,四方形或圓形工件偏心孔,PCD的深孔鑽孔加工 。
自動潤滑系統提供所有滑道之自動潤滑,增長機器使用壽命及精度保持,自動注油裝置缺油時,控制器會發出警報並停機。
X,Y,Z軸裝置精密滾珠螺桿,確保定為準確。

T-1500/1800(CNC) 深孔鑽孔機,以柱式搭載CNC控制,可以根據需要選擇FANUC或MITSUBISHI等品牌,專為鑽取水線和大型注塑模具的頂針孔而設計。這款機器的主軸由角接觸軸承支撐,並在整個主機運行部位實現充分潤滑,堅固的蜂窩狀柱型結構確保穩定的切削環境。
本機台數控床型單臂式設計深孔鑽孔機適合中小型模具冷卻水孔,射梢套筒之深孔鑽孔加工。
主軸採用高級斜角滾珠軸承及良好的潤滑設計,精密耐用。
床台採用蜂巢式設計,確保結構及剛性,能承受重切削要求,所有鑄造材料採用FC-32並經高溫回火處理,永不變型。
床台底座採雙V型滑軌設計,並經高周波熱處理至HRC60,上層滑軌黏貼德國製造耐磨片及人工鏟花.確保工作台精度及移動順利。
超大型工作台及床台結構,適合重型工件裝載加工。
自動潤滑裝置,可設定自動打油時間,缺油時機器自動警報及停機,以保護所有滑軌不會損壞。
主軸進給及副滑軌A軸採用P級高精密線性滑軌。
可選擇發那科或三菱控制器。
機型:床型單臂式深孔鑽孔機
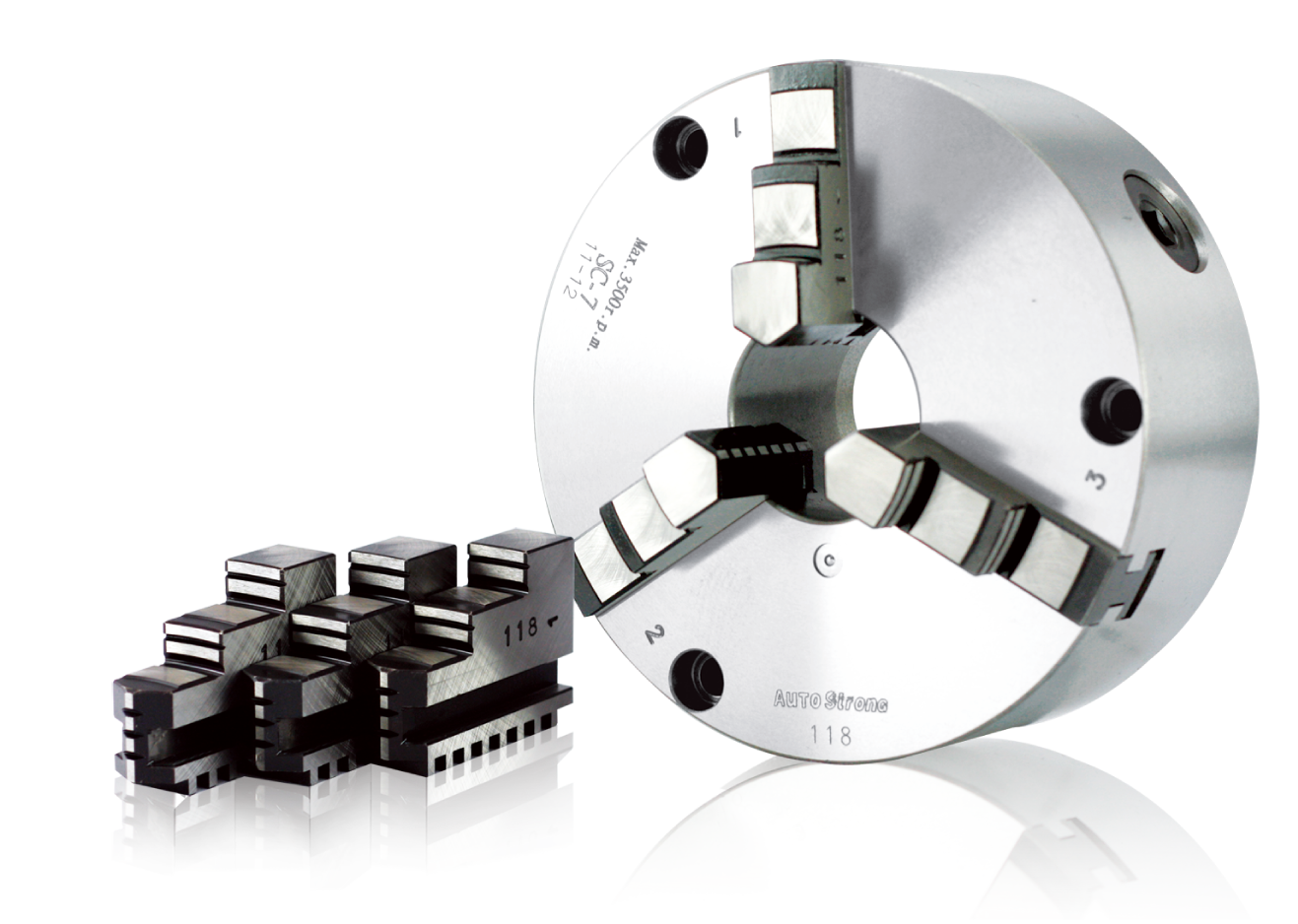
億川AUTO STRONG所生產手動夾頭運用廣泛,佔國內50%以上市佔率,主要用於固定工件之夾具,手動夾頭通常由機械零部件組成,例如螺紋、軸承、齒輪等,並且不需要外部的動力源,只需要通過人力操作即可完成夾持和釋放。以安裝CNC電腦車床、傳統車床、磨床、銑床、立車車床、第四軸為主力。


以高精度加工、提升作業效率、操作簡單為理念的一款通用機
符合人體工程學的優異操作性
簡單卻又有高CP值
擺脫傳統數控機的概念,富有靈活性讓低成本自動化磨削成為可能。
實現傳統"PF Series"的機型換代、提升操作性的節省空間。
更便於使用。
標配上下前後進給0.1μm最小設定單位的通用機。上下、前後進給採用黑田自製滾珠螺桿與伺服馬達、提高了追隨性能。
• 為提高操作性而專業設計的觸控畫面
• 高精度與環保兼顧
• 豐富的品種與定製服務
• 主軸金屬軸承



1. 精實的結構設計,以節省客戶廠房的占地空間。
2. 自製高扭矩和高轉速的內藏式主軸,提供更高效率展現出主軸馬達動力並減輕主軸頭移動重量。主軸軸承採油脂永久潤滑,無油氣汙染,且可縮減主軸空氣消耗量約80%,大幅節約客戶廠房的氣壓耗能。
3. 採用節能型油壓(伺服馬達+蓄壓器)閉迴路設計,減少客戶空壓機的負擔,符合節能趨勢。
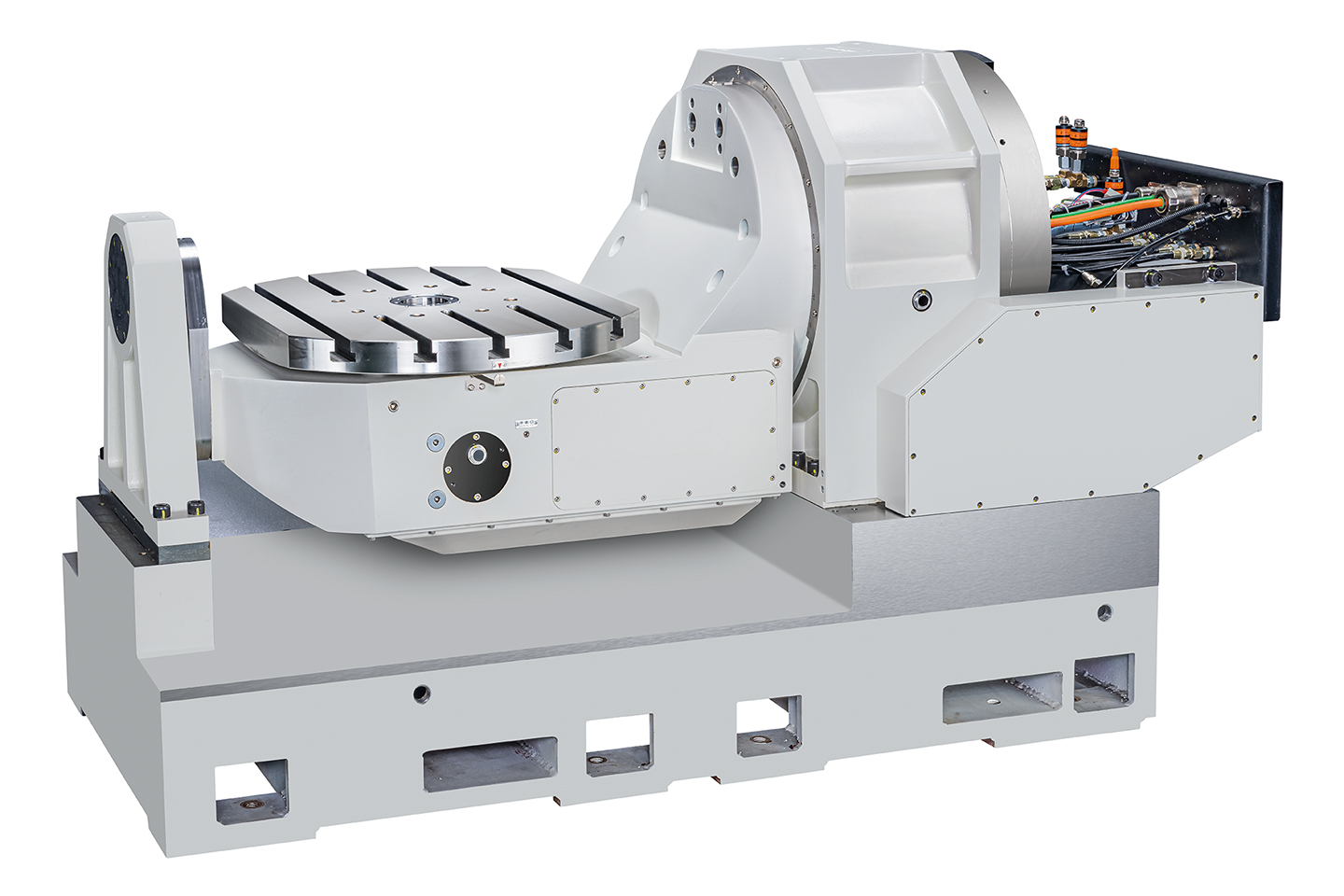
4. BC軸旋轉工作檯採自製關鍵高扭矩強力煞車夾持系統,提供加工及斷電時兩種不同需求情況,並使用國產高剛性交叉滾柱軸承,大幅提升產品耐用度。

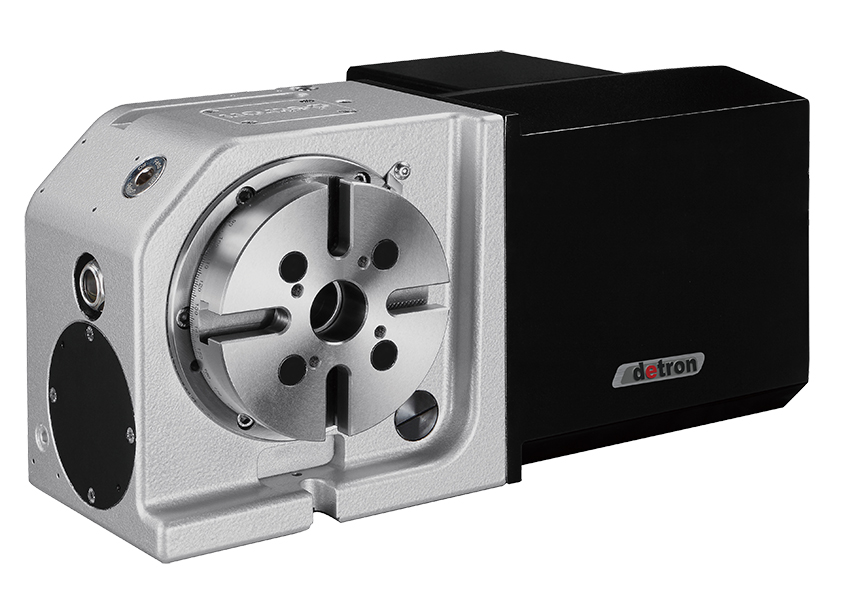
-旋轉台直徑 Ø125, Ø170, Ø210, Ø255。
-獨家專利倍力雙活塞煞車機構。
-使用大型高精密交叉滾子軸承。
-採用高效率、高齒深的雙導程蝸桿傳動。
【詳情請看Catalog P.23-24】

-旋轉台直徑 Ø125, Ø170, Ø210, Ø255。
-獨家專利倍力雙活塞煞車機構。
-使用大型高精密交叉滾子軸承。
-採用高效率、高齒深的雙導程蝸桿傳動。
【詳情請看Catalog P.23-24】

-旋轉台直徑 Ø125, Ø170, Ø210, Ø255。
-獨家專利倍力雙活塞煞車機構。
-使用大型高精密交叉滾子軸承。
-採用高效率、高齒深的雙導程蝸桿傳動。
【詳情請看Catalog P.23-24】

Product Description:
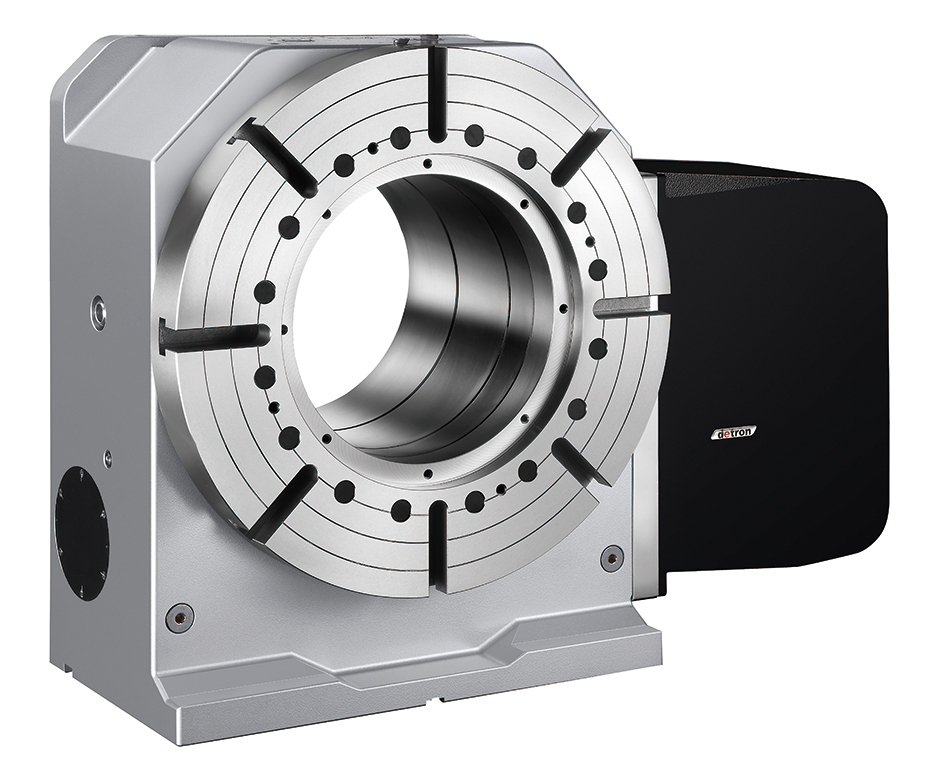
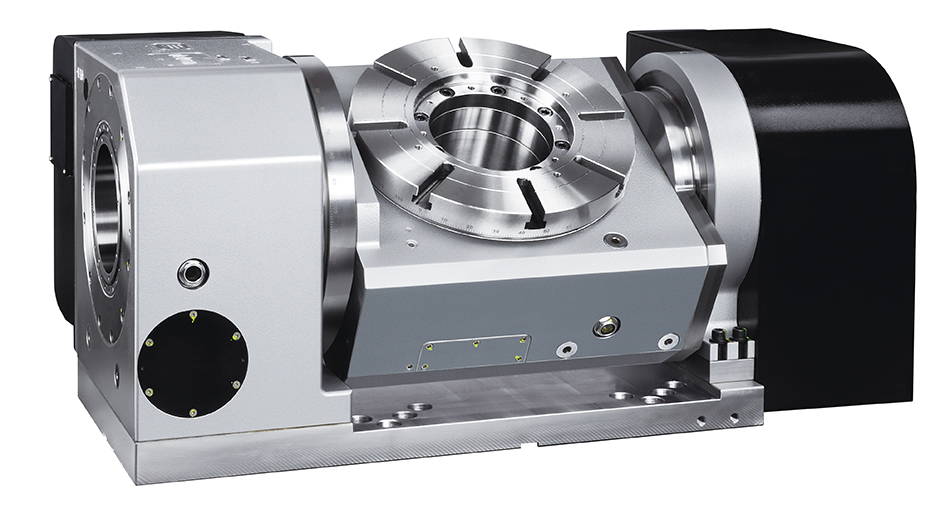
-旋轉台直徑 Ø255, Ø320, Ø400。
-超大貫穿孔徑,更方便自動裝夾治具設計。
-主心軸與徑軸向軸承為一體結構。
-安全的雙環抱式煞車結構,耐壓5MPa。
-採用高效率、高齒深的雙導程蝸桿傳動。
【詳情請看Catalog P.25-26】

-旋轉台直徑 Ø255, Ø320, Ø400。
-超大貫穿孔徑,更方便自動裝夾治具設計。
-主心軸與徑軸向軸承為一體結構。
-安全的雙環抱式煞車結構,耐壓5MPa。
-採用高效率、高齒深的雙導程蝸桿傳動。
【詳情請看Catalog P.25-26】
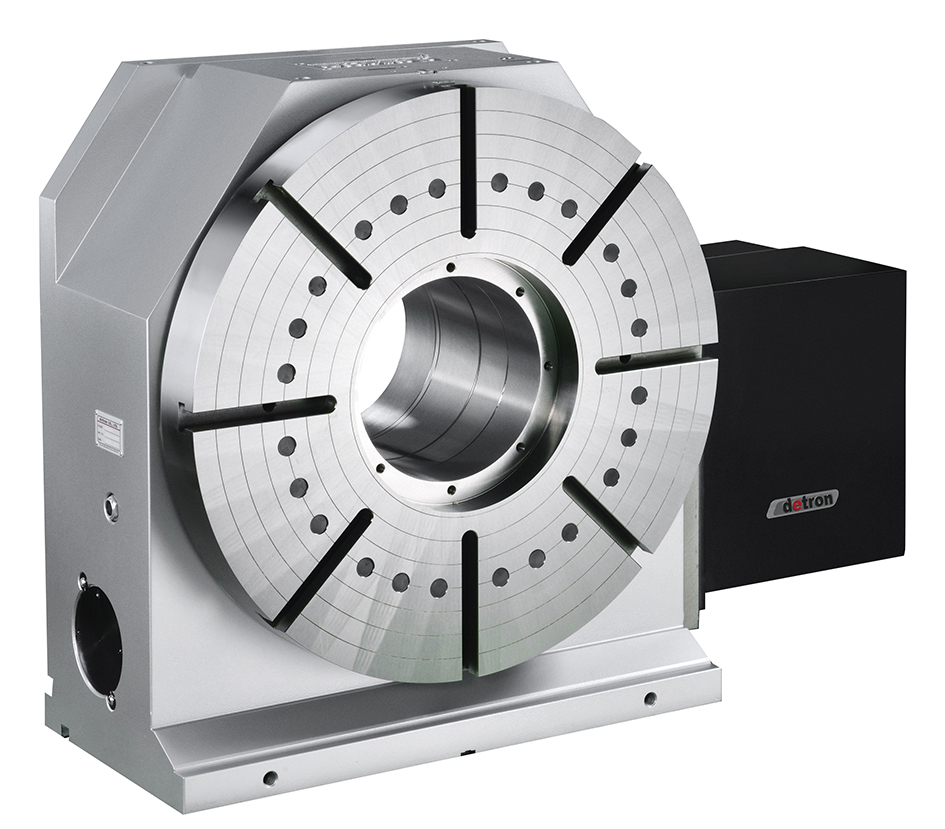
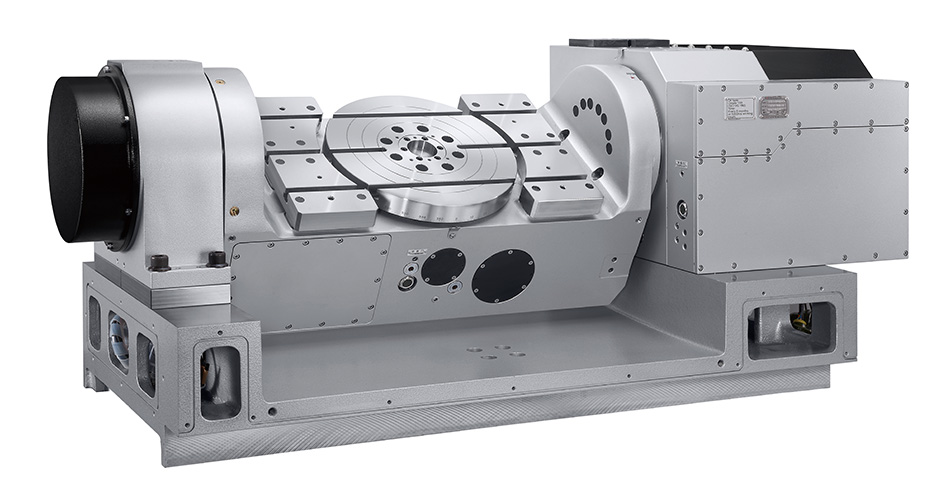
-旋轉台直徑 Ø500, Ø630, Ø800。
-使用超大型徑軸向預壓軸承。(P.18)
-馬達安裝在右邊(立、臥兩用)。
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
【詳情請看Catalog P.27-28】
-旋轉台直徑 Ø500, Ø630, Ø800。
-使用超大型徑軸向預壓軸承。(P.18)
-馬達安裝在右邊(立、臥兩用)。
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
【詳情請看Catalog P.27-28】

-旋轉台直徑 Ø500, Ø630, Ø800。
-使用超大型徑軸向預壓軸承。(P.18)
-馬達安裝在右邊(立、臥兩用)。
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
【詳情請看Catalog P.27-28】

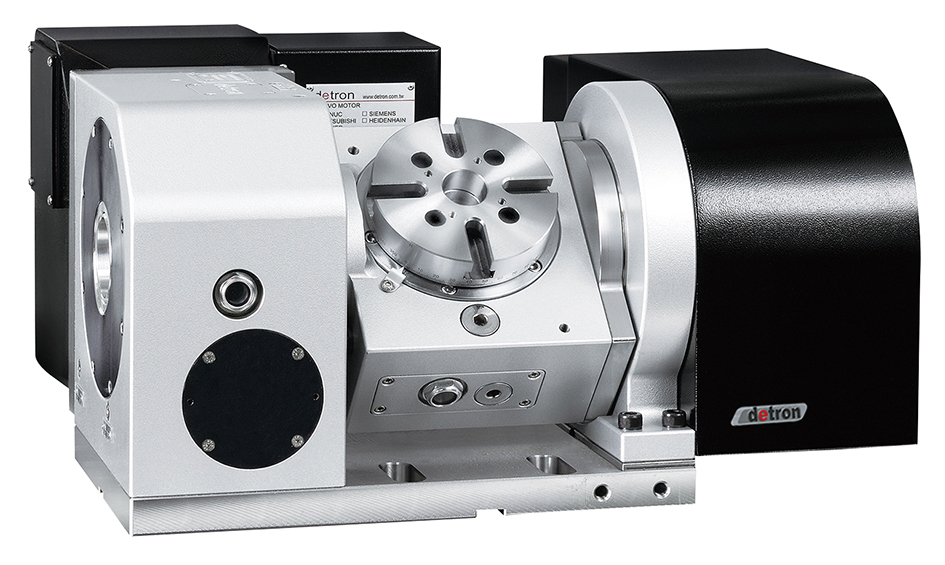
-旋轉台直徑 Ø100, Ø125, Ø170, Ø200。
-獨家專利倍力雙活塞煞車機構。(P.19)
-使用大型高精密交叉滾子軸承。
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
【詳情請看Catalog P.37-38】
-旋轉台直徑 Ø100, Ø125, Ø170, Ø200。
-獨家專利倍力雙活塞煞車機構。(P.19)
-使用大型高精密交叉滾子軸承。
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
【詳情請看Catalog P.37-38】
-旋轉台直徑 Ø100, Ø125, Ø170, Ø200。
-獨家專利倍力雙活塞煞車機構。(P.19)
-使用大型高精密交叉滾子軸承。
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
【詳情請看Catalog P.37-38】

-旋轉台直徑 Ø100, Ø125, Ø170, Ø200。
-獨家專利倍力雙活塞煞車機構。(P.19)
-使用大型高精密交叉滾子軸承。
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
【詳情請看Catalog P.37-38】

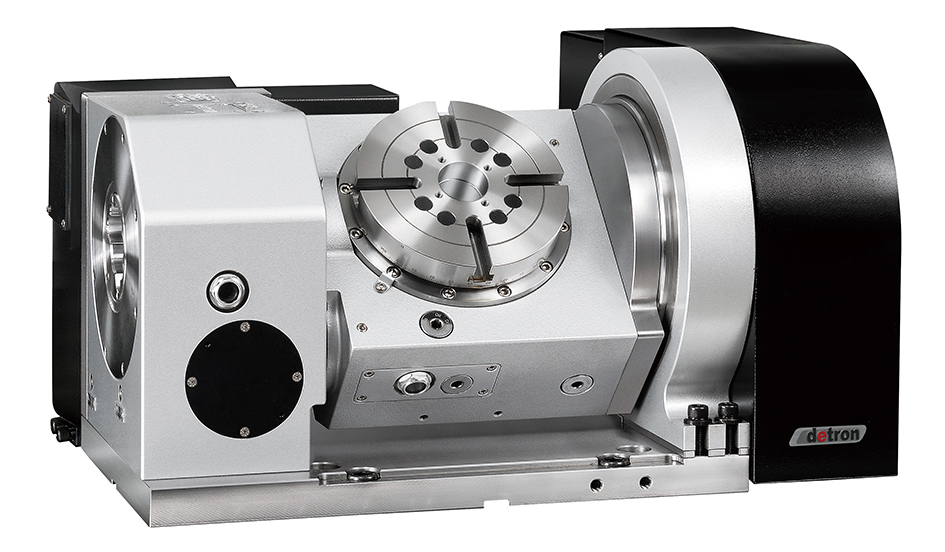
-旋轉台直徑 Ø210, Ø255, Ø320。
-超強剛性主軸,加大通孔徑,治具設計更具彈性。
-使用徑軸向預壓軸承。(P.18)
-獨家專利倍力雙活塞煞車機構。(P.19)(GFA-210S)
-使用大型高精密交叉滾子軸承。(GFA-210S)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
【詳情請看Catalog P.39-40】

-旋轉台直徑 Ø210, Ø255, Ø320。
-超強剛性主軸,加大通孔徑,治具設計更具彈性。
-使用徑軸向預壓軸承。(P.18)
-獨家專利倍力雙活塞煞車機構。(P.19)(GFA-210S)
-使用大型高精密交叉滾子軸承。(GFA-210S)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
【詳情請看Catalog P.39-40】
-旋轉台直徑 Ø210, Ø255, Ø320。
-超強剛性主軸,加大通孔徑,治具設計更具彈性。
-使用徑軸向預壓軸承。(P.18)
-獨家專利倍力雙活塞煞車機構。(P.19)(GFA-210S)
-使用大型高精密交叉滾子軸承。(GFA-210S)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
【詳情請看Catalog P.39-40】
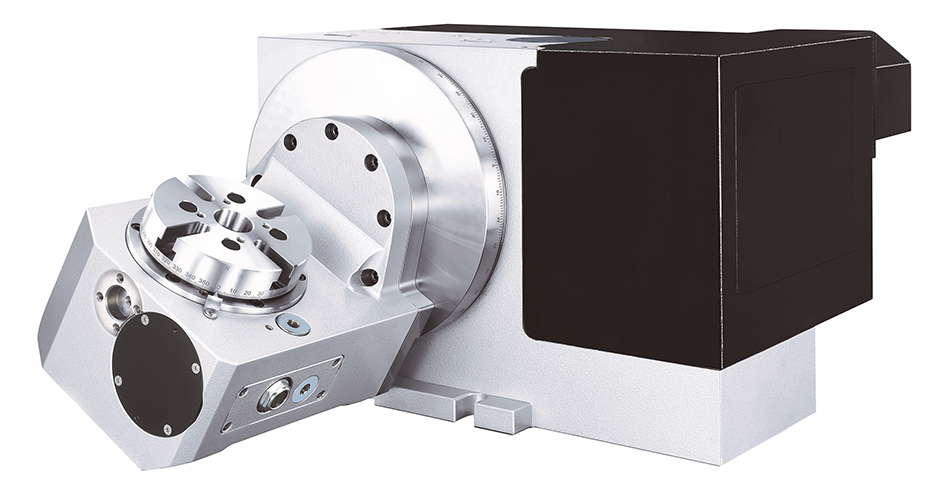
-旋轉台直徑 Ø125, Ø210, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
【詳情請看Catalog P.41-42】

-旋轉台直徑 Ø125, Ø210, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
【詳情請看Catalog P.41-42】
-旋轉台直徑 Ø125, Ø210, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
【詳情請看Catalog P.41-42】

-旋轉台直徑 Ø125, Ø210, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
【詳情請看Catalog P.41-42】

-旋轉台直徑 Ø125, Ø210, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
【詳情請看Catalog P.43-44】
-旋轉台直徑 Ø125, Ø210, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
【詳情請看Catalog P.43-44】

-旋轉台直徑 Ø125, Ø210, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
【詳情請看Catalog P.43-44】
-旋轉台直徑 Ø255, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
-加大旋徑,加工件置放空間。
-"S"配置副工作台,增加應用彈性。
【詳情請看Catalog P.45-46】
-旋轉台直徑 Ø255, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
-加大旋徑,加工件置放空間。
-"S"配置副工作台,增加應用彈性。
【詳情請看Catalog P.45-46】
-旋轉台直徑 Ø255, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
-加大旋徑,加工件置放空間。
-"S"配置副工作台,增加應用彈性。
【詳情請看Catalog P.45-46】

-旋轉台直徑 Ø255, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
-加大旋徑,加工件置放空間。
-"S"配置副工作台,增加應用彈性。
【詳情請看Catalog P.45-46】

-旋轉台直徑 Ø255, Ø320, Ø410, Ø500。
-使用徑軸向預壓軸承。(P.18)
-採用高效率、高齒深的雙導程蝸桿傳動。(P.20)
-C軸盤面等高於A軸中心,為較低旋轉中心設計,提高傾斜軸旋轉扭矩。
-加大旋徑,加工件置放空間。
-"S"配置副工作台,增加應用彈性。
【詳情請看Catalog P.45-46】

配合機台空間小型化的需求,SFN藉由緊密的配差,縮小泵的體積,並且降低內洩量,減少能源損失。特殊的一字鍵設計不僅調整偏心的問題,減少運轉時產生的噪音;同時具有自潤軸承的設計,減少磨耗,延長產品壽命。
CML小型化附止回變量葉片泵壓力可調整範圍15 - 80 bar,流量可調整範圍15 - 30 L/min,詢問前可告知工作壓力及流量,以及機台的使用條件,由我們替您設定最適合的型號。
產品特性
📌高效率、節能 : 藉由高精度的緊密配差,有效降低內洩量減少能源損失,提高泵效率達到節能效果。
📌重量輕、小型化 : 相同吐出量之產品,泵體積更縮減,搭配專用電機設計,比以往的電機+泵組合,體積更小重量更輕。
📌低噪音 : 特殊的一字鍵設計在泵及電機連結時,可調整偏心的問題,減少運轉時產生的噪音。
📌使用壽命長 : 特殊的一字鍵與自潤軸承設計,在連結泵與電機時,可以受到液壓油的潤滑保護,減少磨損損壞,增加使用的壽命。
產品應用
📌適用於數控機床:小型化附止回變量葉片泵 SFN與電機組合後,我們稱之為UFN系列泵加電機組。SFN與電機的組合(UFN)專用於數控機床,適合長時間保壓之用如第四軸、B軸、C軸、液壓工作台自動交換系統,藉由此套油泵可小型化油箱,節省空間利用及能源。
📌替換性高易於更換維修:與UVN系列相同效率及安裝介面。
更多詳細產品資訊:
https://www.cml-motion.com/zh-TW/product/VCM-SFN-15B-10.html


●虎鉗本台長度短
●精巧型倍力結構,夾持力0~5000KG
●開口特大
1. 精巧機身設計,特大開口,提高機器空間利用率。不僅適用於各種臥式和立式數控加工中心,也適用於小型鑽攻機。
2.虎鉗虎口板由高級工具鋼 (SCM440) 製成,並經過熱處理達硬度 HRC50,使虎鉗可以牢固地夾持任何工件。
3.虎鉗本台採用FCD 60石墨鑄鐵製成,其滑軌面經過高週波熱處理 HRC50,以確保虎鉗的抗拉強度,高精度且不易變形。
4.專利倍力系統由高級軸承鋼製成,可產生加倍夾緊力,此夾持壓力持久不消失。
5.伸縮罩板可保護角牙免受鐵屑的影響,並避免對內部零件造成任何可能的損壞。

4倍速動力刀座,CNC複合式車床助力
這款自動車床動力刀座-直柄迴轉刀座以特殊精密齒輪搭配德製軸承等關鍵組件機構設計,擁有絕佳的動力輸出效率,能提升主軸轉速4倍以上,可達2.4萬rpm以上,是MIT創新研發的設計,具有高可靠性和高CP值,適合應用於高轉速比和多軸向工件加工需求,可協助車床加工業者擴大接單。
隨著加工件複雜度、高精度要求以及加工效率的提高,CNC車床主軸轉速通常在6,000rpm至8,000rpm之間,對於微細孔徑加工(<1mm以下)或表面精度要求高的工件,受限轉速不足可能會影響加工精度,並容易導致刀刃偏擺、鈍刀和斷刀等問題。使用動力刀座可以提升轉速比,強化機器加工能力和範圍,進而解決這些問題。因此,車床動力刀座或動力刀座是提升CNC車床加工效率和品質的關鍵元素之一。


🔹商品介紹
✔應用產業:航太、汽車、機車、船舶、 能源、油業、礦業、模治具。
✔目標工件:汽車零件、蝶閥鑄件、缸體、法蘭閥、液壓活塞閥、摩托車零配件、油泵體、泵殼、旋轉接頭、閥門、油封模具、軸承模具等。
🔹功能
✔可用於一般綜合加工機,經由一個U 軸伺服馬達控制搪削頭的滑塊徑向位移,且可在主軸旋轉中同步進給加工,可完成車牙、錐度、切槽、逃溝、曲面等加工,實現中心加工機車削的功能。
✔可自動換刀功能,結合一般加工工序,實現不中斷、一機到底的最高加工效率。
✔配合模式化刀盤設計,刀具變化性高,一支刀把即可完成所有工序。
✔增加特殊配重塊設計,可於調整尺寸時,平衡刀具重心偏移問題,減少加工震顫。
🔹商品規格
轉速:最高 1600 RPM
扭力 : 最大 800 Nm
搪孔精度 : H7
最大加工直徑 Ø : 320mm
表面粗糙度 : Ra 0.8


1. 雙軸滾子凸輪驅動,高剛性、零背隙
2. 針狀軸承滾輪設計,傳動效率超過 90%
3. 凸輪表層硬化處理,適用重切削加工
4. Ø210 mm 小盤面,支援最大 Ø410 mm 工件加工
5. 旋轉軸最高轉速 50 RPM,縮短旋轉節拍
6. 雙軸內建氣轉油煞車,無需外接油壓單元
7. 高剎車扭力,確保重切削穩定性
8. 滾子凸輪關鍵零組件 100% 台灣自製(MIT)
9. IP65 密封防護+正壓吹氣設計
10. 精巧高剛性結構,兼顧效率與高 CP 值



文/黃台中 傳動新未來,協助產業界邁向工業4.0,專攻精密機械零組件生產的銀泰科技(PMI)1990年成立以來深耕台灣,致力於核心零組件工藝精進放眼海外市場,10餘年前在大陸陸續設立營運據點,成功的營運模式,在「傳動」智慧機械領域扮演重要的角色。 「TIMTOS x TMTS 2022」工具機展26日落幕,銀泰科技以60個攤位的超大規模,透過動態與靜態方式展出旗下的滾珠螺桿、精密螺桿花鍵、線性導軌、滾珠花鍵及致動器全系列產品,讓業界親睹銀泰科技在產品研發與推廣的企圖與實力。 銀泰科技處長洪聖哲指出,銀泰科技從生產滾珠螺桿發跡,在2000年進入線性滑軌的生產領域,逐步擴至傳動元件的研發,其中包括致動器、減速機專用的交叉滾珠軸承、滾珠花鍵等相關產品,並於2008年在上海嘉定成立,以銀鼎為名的營運總部專注滾珠螺桿與線性滑軌生產與銷售,服務中國地區市場。 避免客戶重複下單造成庫存,銀泰科技在2017年大膽嘗試推出預收30%訂金的交易制度,履行對客戶交貨準時的承諾,在銀泰嚴格的管理下,預收訂金的交易制度運作至今贏得客戶的認同,為雙方創造雙贏。 為提高生產效率與控管產品品質銀泰科技更進行垂直供應鏈整合並採取一條龍式的生產機制,且近年來,更投入資金在彰濱地區設廠與建置高效率的生產模式。 面對全球環境保護與近期淨零碳排的趨勢,銀泰科技超前部署,創造低污染的作業環境,朝向綠色企業永續目標大步邁進。 銀泰科技所生產的「精密螺桿花鍵」其產品特色定位精度高、低噪音、重量輕且能實現輕量化的設計並節省安裝時間,除了上述特點,銀泰今年將「精密螺桿花鍵」全面升級進化,改善舊有規格的設計,高軸向剛性,能承受具相同軸向與徑向力,並採用新的迴流的方式,實現低噪音與平滑流暢的運動,以高性能及高精度提供國內外客戶,產品適用於SCARA機器人、裝配機器人、自動裝載機、機械加工中心的ATC裝置等,以及於旋轉與直線運動的組合裝置中。●銀泰科技處長洪聖哲(前排右四)與團隊共賀工具機展圓滿成功。圖/黃台中
健椿提供各式高精度的主軸,買家除了可以由多款產品中找到符合工廠所需外,亦可針對需求為客戶量身訂製。健椿的 CNC 加工中心主軸以高轉速,低震動,大幅提高加工效率。MVB1430A採用二面拘束刀把系統,主軸標配中心出水,鑽孔時工件冷卻效果提升,減少變形。軸承則採用油氣潤滑,可長時間進行切削加工之工作,主軸馬達功率達 18.5KW,轉速 30000RPM 搭配Fanuc 轉定子,亦可搭配他牌轉定子。內建溫度測頭、加速規預留孔位,可以軟體結合,隨時觀測主軸狀況。健椿的各項高品質產品將生產的出錯率降至最低,有效幫助產線順暢運行,並且大幅延長機械設備的壽命。AR_Kenturn Spindles
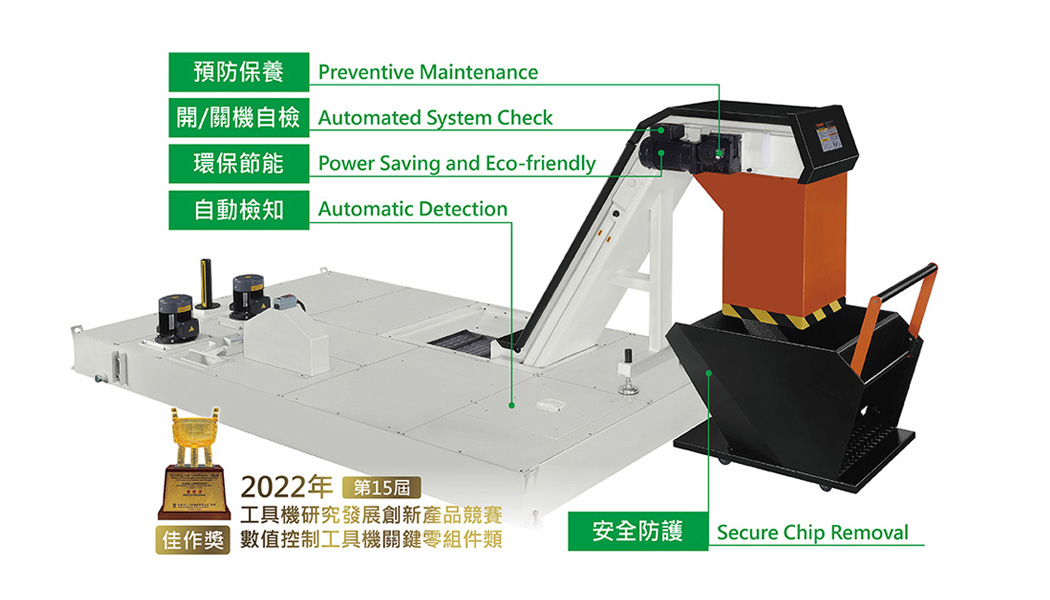
智能排屑機:現在全世界工廠都在講智能化、無人化,排屑機也需要智能,會自我排除異常的能力,才能符合無人化工廠的需求。▍為了完全避免停機,我們有以下幾個功能:1、智慧檢知偵測2、自我排除復原3、避免操作者手動停機4、安全防護5、預防保養▍適用需智慧檢知偵錯及自我排除復原的無人化智慧工廠。▍特點✔智慧檢知偵錯:-切削液位、濾網阻塞、細屑沉積偵測,使切削液不溢出。-PH值偵測,維持切削液潤滑、冷卻、防鏽、清洗性能。-螺絲鬆脫、鍊條鬆弛、電源欠相偵測,杜絕突發停機。✔自我排除復原:-自我排除卡屑、水箱動態補水,讓關燈工廠順利運作。✔避免操作者手動停機:-屑少減速,屑多加速,無屑停止,避免與USER保固爭議。-無屑加工馬達停止運轉,能源消耗最低。✔安全防護:-鐵屑車在位監測,符合ISO16090-1指令,確保操作者安全。✔預防保養:-軸承潤滑、鏈鈑張力調整主動警示,確保長時順暢運轉。✔雲端與地端紀錄:-雲端、地端皆可運用,資訊不漏接,統計分析數據真。✔開/關機自檢:-開機即自檢,確保安全啟動;關機即列表,日報即時化。


工具機也可以很美!今天要介紹的臥式加工機,MH-500,具有精品般的外型設計,主軸軸承提供高扭力、高剛性及精確的切削能力,特別適合鋁及銅等金屬的快速加工。MH-500的APC雙工作台提供自動交換功能,三軸快速位移,為自動化之最佳生產設計。想了解更多這台媲美歐日的臥式加工機嗎?點這裡了解更多快寫信至info@yidacnc.com或打電話到04-23358368!


不鏽鋼的材料特性與常見應用 不鏽鋼普遍材料特性(圖1. 漢鼎超音波輔助304不鏽鋼微鑽孔工件)不鏽鋼(Stainless Steel)是鐵、鉻、鎳的合金鋼材,依用途有時會另外添加其他合金元素的金屬材料。不鏽鋼具備絕佳的耐腐蝕性(corrosion resistance)、高強度(high strength)與良好的延展性(ductility),以下為不鏽鋼幾項較為重要的材料特性: -耐腐蝕性(Corrosion Resistance)-不鏽鋼材料具備高度耐腐蝕與抗氧化的特性。一般鋼鐵材料價格便宜、機械性質良好,且產量多,但缺點就是容易生鏽或腐蝕,因為鐵容易被空氣中的氧氣氧化,生成鏽層,也就是所謂的氧化鐵,屬於多孔性質。為了克服這項缺點,在鋼鐵材料中添加鉻來改良耐蝕性,因此成為了不鏽鋼。(了解不鏽鋼的耐腐蝕性)在與空氣接觸後,會生成一層很薄的氧化層,一般稱為氧化鉻,非常緻密、不透氣,可防止腐蝕性氣體或液體流入向內滲透,以此達到抗腐蝕的效果。此外,這樣的材料特性也使得不鏽鋼具有較長的使用壽命,減少了維護和更換的成本。 -耐熱性(Heat Resistance)-有部份的不鏽鋼合金具有良好的耐熱性,能在高溫環境下長期穩定運作。可以在溫度逐漸上升的環境中,維持材料的強度,且不易變形。這樣的材料特性使不鏽鋼適合用作航太、汽車及能源產業的零組件材料,這樣的零件都可能需要長時間接觸高溫或是處在高低溫冷熱循環的環境中。 -高強度與延展性(High Strength & Ductility)-不鏽鋼材料的高強度特性,使其成為建築結構以及需要高承重應用的零件材料。不鏽鋼的材料強度會受到合金元素的組成成分、熱處理及加工過程的影響。此外,不鏽鋼也具備良好的延展性,易於成形及加工成各式不同的形狀。這樣的特性也使得不鏽鋼易於折彎、焊接及加工,也可透過調整合金元素的組成成分以及進行對應的熱處理方式,來進一步加強其延展性。 -衛生性(Hygienic Properties)-不鏽鋼材料的表面平滑,且無氣孔,不易滲透,可防止細菌滋生,容易清潔,可以透過消毒反覆使用,因此也被廣泛應用在對於清潔度與衛生性要求較高的產業,如食品加工、醫療(手術)及醫藥等產業。了解更多不鏽鋼科學知識 不同的不鏽鋼材料系列與常見應用除了上述較為普遍的材料特性之外,不鏽鋼依照其材料的金相組織,可大致分為沃斯田鐵型(Austenitic)、麻田散鐵型(Martensitic)、肥粒鐵型(Ferritic)以及雙相不鏽鋼(Duplex)等四種主要型式。(了解更多不鏽鋼材料系列)一般而言,沃斯田鐵型和麻田散鐵型不鏽鋼,包括304不鏽鋼、316不鏽鋼以及420不鏽鋼,經常被應用於製作醫療與手術器械零件及設備。以下為此三種常用之醫療等級不鏽鋼,針對其組成成分、材料特性與應用做簡短比較:(圖2. 不鏽鋼作為醫療及手術器械材料) -SUS304不鏽鋼>沃斯田鐵型不鏽鋼(Austenitic)- 材料成分與特性304不鏽鋼含有18-20%的鉻元素與8-10.5%的鎳元素,以及少數的碳和錳。304不鏽鋼在一般環境下有良好的耐腐蝕性、拉伸強度(tensile strength)以及降伏強度(yield strength),也具備良好的加工性和可焊性,因此應用範圍十分廣泛。 常見應用304不鏽鋼經常被應用在食品加工和食品儲存設備(如食品容器)、建築和裝飾(如不鏽鋼管道、扶手和家居裝飾品)、化學工業(如化學容器、流道),以及醫療設備和器械(如手術器械、外科手術台)等產業。 -SUS316不鏽鋼>沃斯田鐵型不鏽鋼(Austenitic)- 材料成分與特性316不鏽鋼含有16-18%的鉻、10-14%的鎳和2-3%的鉬元素。316不鏽鋼的耐腐蝕性及耐高溫特性皆優於304不鏽鋼,尤其是在含有氯化物的環境下,316不鏽鋼具備優異的抗腐蝕性能,因此適用於海水和鹽霧環境。 常見應用316不鏽鋼經常被應用在海洋設施和海軍設備(如海水處理設備、船舶零件)、化學加工設備(如化學廠房、化學反應器),以及藥品製造與生物科技(如醫療設備、醫藥器具)。 -SUS420不鏽鋼>麻田散鐵型不鏽鋼(Martensitic)- 材料成分與特性420不鏽鋼含有13-14%的鉻,少量的鎳元素,以及0.15-0.40%的碳含量。420不鏽鋼屬於硬化不鏽鋼,具有高硬度和強度,經過熱處理後的420不鏽鋼,其洛氏硬度甚至可達到約HRC50-55的硬度標準。另外,420不鏽鋼也具備良好的耐蝕性和耐磨性,因此在許多應用中被廣泛使用。 常見應用420不鏽鋼經常應用在模具和機械零件(如螺絲、軸承、閥門)、手動工具和刀片(如剪刀、扳手、鑷子)以及醫療手術設備與器械(如活檢鉗、抓取鉗)等。 醫療等級不鏽鋼加工困難點醫療等級不鏽鋼材料,包括304不鏽鋼、316不鏽鋼及420不鏽鋼,可能因為其特定的材料特性,使其在進行加工時,面臨到一些較為棘手且難以避免的加工難點: 加工硬化(Work Hardening)304不鏽鋼、316不鏽鋼及420不鏽鋼材料,在加工過程中,皆容易產生加工硬化(Work Hardening)的現象。這表示在進行切削、鑽孔等加工時,材料內部分子受到碰撞、擠壓,導致材料硬度提高,更難進行進一步的加工。加工硬化的現象可能會造成切削阻力變大、刀具磨耗加劇,也就更難以達到工件需求之標準。(閱讀更多:行家須知提高不鏽鋼加工質量的幾種方法) 刀具纏屑(Chip Adhesion)不鏽鋼像其他金屬、合金材料一樣,具有塑性變形(Plastic Deformation)這樣的材料特性,因此不鏽鋼材料在加工過程中,容易產生較長、較容易纏結的切屑。這也使得在機加工不鏽鋼材料時,排屑成為了一項很重要的議題。因為這容易導致刀具纏屑,除了造成嚴重刀具磨耗,也就是所謂的黏著磨耗(Adhesive Wear),干擾切削的過程之外,甚至會破壞工件表面或鑽孔品質。(閱讀更多:磨耗形式) 切削阻力過大(High Cutting Forces)由於不鏽鋼材料具備高硬度與強度,因此在加工過程中,容易產生過大的切削阻力。為了改善這個問題,一般會建議選用高硬度、高韌性、高耐磨性的刀具,以及剛性較佳的加工機台。有效地處理切削阻力過大的問題十分重要,可以避免刀具磨耗嚴重導致斷刀、改善加工時產生過大的顫振影響工件品質,或是其他加工上造成的潛在風險。 積累大量切削熱(Cutting Heat Accumulation)不鏽鋼材料的熱傳導係數(Thermal Conductivity)低,因此在加工過程中,在切削處生成的切削熱(Cutting Heat)不易排除,容易大量積累切削熱。切削溫度的提升可能會導致刀具磨耗加劇、刀具變形,以及不鏽鋼材料的塑性變形(Plastic Deformation)。(圖3. CNC機加工金屬及鋼鐵合金等材料須搭配適當冷卻機制) 刀具磨耗嚴重(Serious Tool Wear)不鏽鋼材料系列,特別是420不鏽鋼,具備相比而言較高的材料硬度,因此在加工過程中,可能導致較為嚴重的刀具磨耗。其中不鏽鋼的加工硬化現象、過大的切削阻力以及大量切削熱積累,都是刀具磨耗嚴重與刀具壽命大幅降低的原因。因此,刀具材料的選用,搭配加工參數的優化,皆對於刀具磨耗的改善至關重要。另外,特別需要留意,可能因為不鏽鋼材料系列的類別、工件的幾何形狀、切削刀具的選用,以及搭配的加工參數不同,在加工不鏽鋼材料時,面臨到的加工難點不盡相同。 漢鼎超音波加工能為醫療等級不鏽鋼加工帶來哪些助益呢? 超音波的高頻率微振動漢鼎的超音波輔助加工技術提供刀具每秒超過20,000次的縱向(Z軸方向)的高頻率微振動。這樣類似於快速啄鑽、反覆提刀的機制應用在切削上,可有效幫助降低切削阻力,並使排屑過程更順暢。超音波縱向的高頻率微振動,使刀具在加工過程中,間接性地接觸工件。可幫助排除刀具尖點累積的切削熱,有效降低刀具磨耗。(圖4. 漢鼎超音波輔助加工技術的縱向高頻率微振動幫助排除切屑) 降低切削阻力切削阻力的降低除了可以幫助減少刀具與工件的摩擦,也可以讓切線速度/切削速度(Cutting Speed)與進給率(Feed Rate)往上提升。超音波輔助切削,搭配高壓(高達70bar)中心出水(Coolant Through Spindle,CTS)功能,在加工過程中,幫助移除切削熱。這樣子的切削機制除了可以達到改善工件品質、穩定刀具壽命,也可在縮短加工時間的同時,節省能源的耗費,順應企業永續ESG的趨勢。(圖5. 漢鼎超音波輔助加工技術幫助降低切削阻力, 帶來更穩定的刀具壽命) 排屑過程更順暢在超音波輔助加工技術的排屑機制,可以減少因大量積屑造成刀具與工件之間的摩擦。尤其當材料具備特定材料特性,而在切削時生成較長且容易纏結的切屑時,容易產生積屑瘤(Built-Up Edge,BUE)或是切屑二次切削(Chip Re-cutting)的現象,這都會使工件品質變差,且嚴重危害刀具壽命的穩定性。漢鼎超音波的高頻率微振動輔助切削機制幫助降低切削阻力,可以讓刀具更容易切斷材料,排屑過程也更加順暢。有效去除纏屑也可達到更優良的工件品質,並延長刀具壽命。(閱讀更多:切屑形狀及其形成介紹) 漢鼎超音波輔助加工不鏽鋼之優勢針對醫療等級不鏽鋼材料的加工,漢鼎超音波輔助加工技術幫助降低切削阻力,使刀具更容易切斷材料,同時,超音波的高頻率微振動,刀具反覆提刀的過程中,使切削液更容易流入,有效排除切屑。這樣的輔助切削機制針對不鏽鋼材料的加工,可達到更好的工件品質(去除毛邊、鑽孔真圓度較佳)以及更穩定的刀具壽命(更易排屑、抑制刀具纏屑的現象)。漢鼎的超音波高頻率微振動輔助加工模組產品提供了一個改善先進材料加工過程的解決方案。了解更多漢鼎超音波加工技術💡 閱讀更多:超音波輔助加工金屬、合金、硬鋼等材料之效益鎢鋼加工面臨的重重挑戰:加工困難點以及漢鼎超音波加工如何克服加工硬鋼材料和時間賽跑?!超音波高效輔助鎢鋼模具零件內螺紋孔加工後疫情時代航太產業扶搖直上,引爆鈦合金鑽孔加工熱潮 超音波輔助不鏽鋼加工成功案例分享 420不鏽鋼(SUS420 Stainless Steel):微銑削與微鑽孔加工(圖6. 漢鼎超音波輔助420不鏽鋼微銑削與微鑽孔加工工件)漢鼎幫助一醫療領域的客戶,針對420不鏽鋼材料的微細加工,完成後的工件成品用作醫療微創手術(Minimally Invasive Surgery,MIS)的手術器械零件。由於工件尺寸極為微小,工件總長度僅4mm,槽寬僅0.8mm,因此在加工製程以及維持產品良率上都為客戶帶來極大的挑戰。使用漢鼎BT30超音波加工模組,輔助420不鏽鋼微細零件之表面精修及微鑽孔加工,超音波的高頻率微振動幫助降低切削阻力。有效在僅透過機加工搭配超音波輔助的方式,省去人工後製程之噴砂、去毛邊處理的時間,即可大幅降低工件表面的刀痕、接刀痕(Tool/Feed Marks)以及毛邊(Burrs)。(圖7. 無超音波vs.漢鼎超音波輔助420不鏽鋼微銑削與微鑽孔加工之工件品質比較)漢鼎超音波輔助加工技術幫助醫療領域客戶將原本不到10%的產品良率提升至100%,除了節省整體製程的時間之外(省去人工後製程),也避免人工精修製程中可能對產品良率所造成的風險(如噴砂後刀痕仍無法去除、人工去毛邊破壞了工件的微細特徵等),成功替客戶取下訂單。420不鏽鋼這樣的微細特徵被應用在醫療產業,特別用作如內視鏡等微創類型手術之器械零件,例如活檢鉗(Biopsy Forceps)、抓取鉗(Grasping Forceps)等。了解更多不鏽鋼(SUS420) : 微銑削&微鑽孔加工 304不鏽鋼(SUS304 Stainless Steel):曲面微鑽孔加工(圖8. 漢鼎超音波輔助304不鏽鋼曲面微鑽孔加工工件)漢鼎針對304不鏽鋼材料進行曲面微鑽孔加工。使用漢鼎HSKA63超音波加工模組,超音波的高頻率微振動幫助降低切削阻力。在去除插銑(Plunge Milling)製程的情況下,有效防止刀具在入鑽時因切削阻力過大而造成偏斜(Tool Deflection)的現象,藉此提升曲面微鑽孔之孔真圓度(Hole Roundness)。(圖9. 無超音波vs.漢鼎超音波輔助304不鏽鋼曲面微鑽孔加工之鑽孔品質比較)切削阻力的降低,使刀具更容易切斷材料,配合超音波的高頻率微振動,切削液更容易幫助帶走切屑,在顯微鏡下,達到曲面微鑽孔處零毛邊;同時,相較無超音波加工,成功延長4倍刀具壽命。(圖10. 無超音波vs.漢鼎超音波輔助304不鏽鋼曲面微鑽孔加工之刀具壽命與刀具磨耗比較)304不鏽鋼的微鑽孔特徵被應用在半導體產業以及3C電子產業,特別是用作真空吸盤(Vacuum Plates)、電子零件等。了解更多不鏽鋼(SUS304) : 曲面微鑽孔加工 醫療等級不鏽鋼加工常見問題 Q1 針對不鏽鋼材料的平面或曲面微鑽孔加工,在去除定位鑽(Pilot Drilling)或插銑(Plunge Milling)製程的情況下,漢鼎超音波如何做到維持良好的孔真圓度?A1 孔真圓度差通常是來自於刀具在入鑽時,承受過大的切削阻力,導致刀具打滑(Tool Wondering)、偏斜(Tool Deflection)。漢鼎超音波輔助加工技術提供刀具每秒超過20,000次的縱向(Z軸方向)高頻率微振動,幫助大幅降低切削阻力。這樣子的輔助切削機制可以避免刀具在入鑽時因承受過大切削阻力而產生偏斜的現象。超音波的高頻率微振動也幫助刀具更容易切斷材料,並有更良好的排屑機制,在針對不鏽鋼材料的微鑽孔特徵的加工,可有效去除毛邊,達到更好的鑽孔品質。(圖11. 漢鼎超音波輔助加工驅動模組產品)了解更多漢鼎超音波加工模組 Q2 欲使用漢鼎超音波加工模組進行不鏽鋼材料的加工時,如何適當地調整進給率、切線/切削速度、超音波振幅等加工參數呢?A2 漢鼎智慧科技主要提供先進材料加工與智慧自動化解決方案模組,目標不僅是提供客戶精密的超音波輔助加工模組產品,更是提供相關的專業知識,幫助客戶在使用產品時,能將超音波輔助加工技術所帶來的效益做最大化的呈現。這包括提供優化後的加工參數(依據目標加工材料與特徵)以及相關工程服務,來幫助客戶獲得漢鼎超音波加工模組產品的最佳使用體驗。讓客戶了解到,這不僅是向漢鼎購買一項產品,更重要的是合作間知識、技術的分享與交流。(圖12. 漢鼎超音波輔助加工刀把系列產品) 改善加工效率、工件品質及刀具壽命,順應企業永續ESG趨勢:歡迎聯絡我們


碳化矽(SiC)的材料特性與半導體製程常見應用 碳化矽(SiC)陶瓷材料特性(圖1. 漢鼎超音波輔助加工碳化矽材料, 包括碳化矽軸封.碳化矽微鑽孔及碳化矽螺旋擴孔研磨件)碳化矽(SiC)陶瓷近年來因第三代化合物半導體和電動車應用的迅速崛起,而成為產業熱門討論的先進材料。以下是碳化矽陶瓷的一些典型材料性質: -高硬度與絕佳機械強度-碳化矽(SiC)陶瓷材料的莫氏硬度等級為9,僅次於金剛石(鑽石)及碳化硼。高硬度使碳化矽具有很高的耐磨性以及絕佳的機械強度。因此,這也使得碳化矽成為高精度機械零件的理想材料,能夠承受機械負載和應力。 -良好的熱導性和穩定性-碳化矽(SiC)具有非常高的熔點(約2,700°C或4,892°F),而且可承受溫度冷熱衝擊(thermal shock)。這樣的材料特性使碳化矽即使在高溫且易氧化、易腐蝕的環境中,仍可保持其結構的穩定性。碳化矽材料良好的熱導性,也讓它成為一種有效的熱導體。 -良好的導電性-碳化矽(SiC)可以是半導體,也可以是導體,主要取決於其晶體結構。身為寬能隙半導體(Wide Bandgap,WBG)材料之一的碳化矽對於高功率元件的製作與發展極其重要。(閱讀更多:What Are Wide Bandgap Power Supplies?<何謂寬能隙電能供應?>)簡單來說,半導體材料的能帶間隙(能隙,Band Gap)代表可將低能帶區的電子搬遷到高能帶區能量。多年來我們所熟知的第一代半導體材料矽(Si)的能隙為1.12eV,已在生活中廣泛地使用,但低能隙材料在溫度、頻率及功率皆有限制,再加上近年因地球暖化與碳排放衍生的問題日趨嚴重,節能減碳也成為共同發展的目標。因此高能效、低能耗的第三代寬能隙半導體也就在此背景下孕育而生。💡 了解更多 Silicon Carbide (SiC) Properties and Applications<碳化矽材料特性與應用> 碳化矽(SiC)陶瓷材料在半導體晶圓製程的常見應用碳化矽(SiC)在半導體晶圓製程反應腔體中,有著非常廣泛的應用,作為許多關鍵零組件(如:陶瓷基板、載盤、噴嘴等)的材料。其中一些較常見的關鍵零件包括: -碳化矽(SiC)陶瓷基板(Substrates)與晶圓承載盤(Wafer Susceptors)-半導體元件製造的過程中,碳化矽(SiC)基板作為其他半導體材料,如砷化鎵(gallium nitride,GaN)磊晶成長(epitaxial growth)的基礎。(閱讀更多:Silicon Carbide Substrates for Power Electronics<碳化矽基板在電力電子元件的應用>)磊晶成長是一種在原有的晶片上長出新結晶,以製成新半導體層的技術,而碳化矽基板對於高效、高頻電子元件的製作,也佔有相當程度的重要性。(圖2. 用於MOCVD磊晶成長製程的碳化矽晶圓承載盤 - 圖片來源: AIXTRON Group)碳化矽晶圓承載盤使用於化學氣相沉積(chemical vapor deposition,CVD)以及有機金屬化學氣相沉積(metal-organic chemical vapor deposition,MOCVD)製程中,幫助在基板上成長半導體薄膜(thin films)的晶圓載盤。(閱讀更多:How MOCVD Works<知識大圖解MOCVD製程>)碳化矽載盤因其材料特性,可在高溫且易腐蝕的環境中,幫助半導體薄膜及磊晶層(epitaxial layers)的成長。 -碳化矽(SiC)蝕刻腔體(Etch Chambers)及Showerhead零件-碳化矽材料也經常用來製作半導體製程,包含濕蝕刻(wet etching)、電漿蝕刻(plasma etching)與化學氣相沉積的反應室腔體,以及反應室腔體中的關鍵零組件(如:碳化矽showerheads)。(閱讀更多:漢鼎超音波輔助碳化矽材料微鑽孔加工,應用於半導體製程showerhead零件)碳化矽的在高溫下的穩定性以及耐腐蝕特性,使其成為上述應用中的理想材料。(圖3. 漢鼎超音波輔助碳化矽微鑽孔加工, 應用於半導體製程零件showerhead) -碳化矽(SiC)軸承(Bearings)與軸封(Seals)-在半導體製程設備中,因碳化矽材料的耐磨性、高溫穩定性以及化學惰性,經常使用碳化矽的軸承與軸封等零件。(閱讀更多:漢鼎超音波輔助碳化矽材料銑削加工,應用於機械軸封零件)這些材料特性使得碳化矽軸承與軸封零件可維持良好的結構穩定性在半導體製程反應腔室以及真空環境中。 -碳化矽(SiC)陶瓷噴嘴(Nozzles)與襯套(Liners/Bushings)-碳化矽陶瓷噴嘴與襯套被廣泛應用在充滿強烈腐蝕性化學物質的半導體電漿蝕刻以及濕蝕刻製程中。(閱讀更多:What is Plasma Etching and why it is Important for Product Development?<何謂電漿蝕刻及其對於產品發展的重要性>)碳化矽的耐化學性以及高溫下的穩定性,在此應用中佔有極大的優勢。 碳化矽(SiC)陶瓷研磨加工磨削機制 在初期磨削階段時,磨棒上的磨粒開始鑿入碳化矽工件表面,產生溝槽及刮痕。主要是因為磨粒接觸到工件,受力後所產生,方便後續材料移除。(圖4. 漢鼎超音波輔助碳化矽平面研磨加工, 應用於半導體MOCVD製程晶圓承載盤)磨削持續進行後,磨棒上的磨粒逐漸進入碳化矽工件。此階段主要為大量材料移除,並將材料磨削至目標形狀與表面狀態。有一些碳化矽材料會在磨削過程中,因承受過大的磨削阻力而產生脆裂。這樣在碳化矽材料上微小脆裂的形成可以幫助材料的移除。💡 了解更多 Grinding characteristics, material removal and damage formation mechanisms in high removal rate grinding of silicon carbide<在高材料移除率之碳化矽研磨加工中的磨削特性、材料移除以及脆裂形貌> 碳化矽(SiC)陶瓷研磨加工困難點 因碳化矽獨特的材料與機械特性,針對碳化矽材料的研磨加工可能面臨到許多挑戰,這些加工難點包括: 硬脆性材料碳化矽(SiC)陶瓷材料的莫氏硬度等級為9,僅次於金剛石(鑽石)及碳化硼。這樣的高硬度容易導致在研磨加工時,磨棒鈍化速度變快且磨耗量變大,而造成過大的磨削阻力。碳化矽也是易脆材料,因此在磨削過程中,很容易因磨削阻力過大而產生邊角脆裂或次表面裂紋,嚴重影響工件品質。 高摩擦與磨削阻力研磨加工過程中,磨棒與碳化矽工件的摩擦力增加,主要因為碳化矽陶瓷粉塵(材料磨削後的粉塵碎屑)大量填塞在磨棒上磨粒之間的氣孔。若無法順利排除這些粉塵,粉塵大量填塞磨棒的氣孔,磨棒上的磨粒會迅速流失磨削力,進而導致磨削阻力的增加。 刀具磨耗與修銳在碳化矽研磨加工過程中,陶瓷粉塵容易大量填塞至磨棒氣孔,導致磨棒加速鈍化,喪失磨削力,因此,刀具更換成本一直都是碳化矽研磨加工業者的一大痛點。若是選用金屬法、陶瓷法磨棒,可透過修銳(Dressing)的方式,將填塞在磨棒氣孔的粉塵削去,使磨粒銳角能露出,再產生其研磨的能力。然而,經常性的修銳,除了非常耗時之外,磨棒也會在修銳的過程中,產生額外的磨耗,加速減短刀具的壽命。 漢鼎超音波加工能為碳化矽(SiC)陶瓷研磨加工帶來哪些助益呢? 超音波的高頻率微振動(圖5. 漢鼎超音波輔助加工技術, 提供刀具縱向的高頻率微振動, 幫助排除切屑)漢鼎的超音波輔助加工技術提供刀具每秒超過20,000次的縱向(Z軸方向)的高頻率微振動,使刀具在加工過程中,間接性地接觸工件。這樣的輔助切削機制應用在研磨加工上,可有效降低磨削阻力,並幫助順利排除陶瓷粉塵,避免填塞磨棒。 良好的陶瓷粉塵排除機制超音波的縱向高頻微振動幫助排除陶瓷粉塵,可以減少磨棒因填塞大量粉塵而造成與工件之間的摩擦。若磨粒間的氣孔被大量陶瓷粉塵包圍、填塞,磨棒會加速失去研磨能力。(圖6. 研磨加工使用之磨棒/砂輪的自修銳機制示意圖 - 圖片來源: Testbook Edu Solutions Pvt. Ltd.)超音波的輔助磨削機制,減緩陶瓷粉塵填塞磨棒的速度,促使磨棒觸發自修銳(self-sharpening:磨粒鈍化後,受力增加,舊磨粒脫落,使新鑽露出)機制,磨棒得以恢復研磨能力繼續加工。這樣的機制可以大幅降低刀具修銳的工時,以及修銳造成的刀具磨耗,有效減少時間及刀具更換成本。 降低磨削阻力超音波輔助研磨加工的機制,使得碳化矽陶瓷粉塵可以在研磨加工過程中,順利的排除,改善大量陶瓷粉塵填塞磨棒的狀況,使磨棒不會因磨削力下降而受力增加,藉此避免磨削阻力的增加。磨削阻力的降低,除了可以減少刀具與工件的摩擦,也給予切削線速度(cutting speed)與進給率(feed rate)往上提升的空間。💡 了解更多 Self-sharpening tendency of a conventional grinding wheel depends upon<傳統研磨砂輪在磨削時觸發的自修銳機制> 漢鼎超音波輔助研磨加工碳化矽(SiC)陶瓷之優勢漢鼎的超音波高頻率微振動輔助加工模組產品,提供了一個改善先進材料加工製程的解決方案。針對碳化矽陶瓷的研磨加工,漢鼎超音波輔助研磨加工技術,幫助有效排除陶瓷粉塵,避免大量粉塵填塞磨棒,藉此降低磨削阻力。這樣的輔助磨削機制,針對碳化矽研磨加工,可縮短加工時間(去除/減少刀具修銳次數)、更好的工件品質(減少脆裂邊、刀痕,改善表面粗糙度),並延長刀具壽命(去除/減少刀具修銳所產生的磨耗,避免大量陶瓷粉塵填塞)。 超音波輔助碳化矽(SiC)陶瓷研磨加工成功案例分享 碳化矽(SiC)陶瓷:平面研磨加工(圖7. 漢鼎超音波輔助碳化矽平面研磨加工)漢鼎針對碳化矽陶瓷材料進行平面研磨(降面)加工。使用漢鼎BT-30超音波加工模組,超音波的高頻率微振動幫助順利排除陶瓷粉塵,有效避免大量粉塵填塞磨棒氣孔。(圖8. 漢鼎超音波輔助碳化矽平面研磨加工: 有/無超音波之工件品質比較)磨削阻力的降低,幫助減少工件邊角脆裂,刀具加工時受力均勻,在工件表面上呈現大小一致的刀痕紋路。(圖9. 漢鼎超音波輔助碳化矽平面研磨加工: 有/無超音波之刀具積屑狀況比較)超音波輔助研磨加工,順利排除陶瓷粉塵,觸發磨棒自修銳機制,使新鑽露出,恢復磨削力。因此加工過程中,無須進行刀具修銳,避免刀具因修銳產生的磨耗。💡 了解更多碳化矽(SiC):平面研磨加工 碳化矽(SiC)陶瓷:螺旋擴孔研磨加工(圖10. 漢鼎超音波輔助碳化矽螺旋擴孔研磨加工)漢鼎針對碳化矽陶瓷材料進行螺旋擴孔研磨加工。使用漢鼎BT-30超音波加工模組,超音波的高頻率微振動幫助順利排除陶瓷粉塵,避免大量粉塵填塞磨棒,有效降低磨削阻力,藉此改善表面品質與刀痕。(圖11. 漢鼎超音波輔助碳化矽螺旋擴孔研磨加工: 有/無超音波之工件表面品質比較)超音波輔助磨削加工機制,粗磨製程即可改善表面粗糙度(surface roughness,Sa)與刀痕,減少後續製程處理時間,提升整體加工效率。(圖12. 漢鼎超音波輔助碳化矽螺旋擴孔研磨加工: 有/無超音波之刀具積屑狀況比較)良好的陶瓷粉塵排除機制,幫助降低磨削阻力,除了減少刀具磨耗,也帶來更好的工件表面品質。💡 了解更多碳化矽(SiC):螺旋擴孔研磨加工📺 立即收看:漢鼎超音波輔助碳化矽(SiC)螺旋擴孔研磨加工影片📺 立即收看更多:漢鼎超音波輔助先進材料加工影片 碳化矽(SiC)陶瓷研磨加工常見問題 Q1 針對碳化矽研磨加工,漢鼎超音波的高頻微振動如何做到減少工件脆裂邊?A1 超音波的高頻率微振動,帶來更好的陶瓷粉塵排除機制,藉此降低磨削阻力。此外,超音波的振幅(oscillation amplitude)非常微小,目的在於製造碳化矽材料內部分子鏈結脆裂,進而幫助材料的移除。在碳化矽材料工件上留下嚴重的脆裂邊,通常源自於機台本身在加工過程中所產生的振動。這不僅會影響到加工特徵的精度,也會損壞工件的表面品質。💡 了解更多漢鼎超音波輔助加工技術 Q2 欲使用漢鼎超音波加工模組進行碳化矽材料的研磨加工時,如何適當地調整進給率、切削線速度、超音波功率等加工參數呢?A2 漢鼎智慧科技為提供先進材料加工製程技術與智慧自動化模組之供應商,目標不僅是提供客戶高品質的超音波輔助加工模組產品,更是提供相關的專業知識,幫助客戶在使用產品時,能將超音波輔助加工技術所帶來的效益做最大化的呈現。這包括*提供整合超音波製程後優化的加工參數(依據目標加工材料與特徵)以及相關對應之服務,來幫助客戶獲得漢鼎超音波加工模組產品的最佳使用體驗。藉此讓客戶了解到,不僅是向漢鼎購買一項產品,更重要的是彼此合作間知識、技術的分享與交流。⚠️*關於「提供優化後的加工參數」,經細節洽談後,可能需要支付額外費用。(圖13. 漢鼎超音波輔助加工模組系列產品)💡 了解更多漢鼎超音波加工模組產品 改善加工效率、工件品質及刀具壽命,順應企業永續ESG趨勢:歡迎聯絡我們或立即申請成為漢鼎超音波模組銷售夥伴!*詳細申請辦法請參照:廣徵海內外專業經銷夥伴 | 漢鼎智慧科技 Hantop Intelligence Tech.
1. **創新引領未來**
在當今快速發展的製造業中,精密與效率是成功的關鍵。為了滿足日益嚴苛的工業標準和生產需求,我們推出了BC-800T五軸加工中心機。這款機器不僅代表了技術創新的前沿,同時也體現了我們對工藝精準和操作效率的不懈追求。接下來的內容將深入介紹BC-800T的獨特功能和卓越性能,展示其在現代製造業中的應用價值。
2. **核心技術與設計優勢**
BC-800T五軸加工中心機結合了精確工藝和創新技術,展示了高性能工具機的新境界。這款先進的工具機採用最新的五軸同步加工技術,實現了極端精確的加工效果,大幅減少了對工件卸載和夾具的需求。這樣的設計不僅能縮短加工時間,還能顯著提升生產效率,使得生產過程更為流暢和經濟。
3. **結構穩定性與精密加工**
BC-800T的設計嚴謹,採用了FEA分析確保機械結構的最佳性能和可靠性。其超寬底座和鞍座設計保證了即使在高速運動中也能維持出色的穩定性。此外,BC-800T的結構設計經過最佳化,通過在兩個線性導軌之間保持更大的距離來減少由於工作台重量導致的潛在變形,並確保更好的重量分佈至鞍座,從而實現卓越的精度和最小化失真。
4. **動力系統與高速運作**
在動力傳輸方面,BC-800T配備了X、Y軸的雙螺帽滾珠螺桿、轉台的DD馬達以及X、Y、Z軸的滾柱式導軌,這些都是為了保證在高速運動時機器的穩定性。快速進給速度在X、Y軸達每分鐘36米,Z軸每分鐘30米,這讓BC-800T在快速、精確地完成加工任務方面表現出色。這種快速進給能力使得機器在處理大型或是複雜的工件時,能夠有效減少停機時間,從而提高整體生產效率。這種優異的性能表現,尤其在需要大量重復精確加工的工業應用中,可以顯著提升產品質量和加工精度,確保每一個工件都能達到最高的製造標準。
5. **靈活性與多功能性**
BC-800T還配備了高效的三軸軸承油潤滑系統,這有助於減少熱伸長,從而顯著延長機器部件的使用壽命。此外,其B軸旋轉台具有±110度的行程,C軸旋轉台則提供了360度的行程,使其能夠支撐高達400公斤的負載,尺寸達650mm,適應多種加工需求。這些旋轉台的設計不僅提供了極高的靈活性,還能夠滿足各種複雑形狀的加工需求,使得BC-800T能夠處理各種不同材料和規格的工件。這種靈活性特別適合於航空航天、汽車製造和模具製造等行業,其中工件的形狀多樣且要求極高的精確度。這不僅提升了生產效率,也大大擴展了機器的應用範圍。
6. **主軸性能與精確加工**
主工作台的尺寸為1700x650mm,最大負載能力達到1400公斤,配合高性能的內建主軸,最高轉速達到12,000rpm,不僅如此,其扭力在Fanuc系統為95Nm,在Siemens系統為120Nm。主軸的HSK-63T錐度確保了刀具與機床的穩定連接。這種高轉速和強大扭力的組合使得BC-800T能夠輕鬆應對硬質材料的加工,同時保持切削過程的平滑性和精確性。這對於需要進行高強度切削作業的應用來說,如航空航天部件製造或高精度模具製造,提供了巨大的優勢。
7. **刀具管理與生產效率**
此外,主軸的高速運轉能力配合精確的控制系統,使得BC-800T在執行細膩的表面處理和複雜的細節加工時,能夠達到業界領先水平的加工質量。這種加工能力不僅提升了產品的整體美觀,也確保了加工過程中的尺寸精度和表面光潔度,從而減少了後續的修整需求和提高了最終產品的市場競爭力。
BC-800T還搭載了一個可容納30個刀具的鍊式刀庫,這提供了對刀具的快速更換以及對複雜加工任務的靈活應對。加之增強的鏈條耐用性和換刀效率,確保了機器在長時間運作中的高效與可靠性。透過雷射和圓形位置精度測試、旋轉中心診斷和ISO精度測試,BC-800T能夠確保其精確可靠的效能,減少廢品,提高生產力並增加利潤。這種高效的刀具管理系統不僅節省了刀具更換時間,還提升了加工流程的連續性,尤其在大批量生產或需要頻繁更換刀具的情況下表現出色。
8. **刀庫設計與操作便捷性**
刀庫的設計考慮到了操作的便捷性與安全性,刀具位置的精確性確保了刀具快速定位,降低了操作錯誤的風險。此外,刀庫的增強耐用性不僅提高了其抗磨損能力,還保證了在高負荷和高頻率使用條件下的持久性能。這種刀庫設計使得BC-800T在處理多樣化和技術要求高的加工任務時,能夠快速適應生產需求的變化,增強了機器的市場適應性和用戶的操作體驗。
9. **推動產業創新與效率**BC-800T五軸加工中心機的推出,標誌著我們在提供高效、精確解決方案方面邁出了重要一步。通過不斷的技術創新和對質量的堅持,我們相信BC-800T將為用戶帶來前所未有的生產效率和操作體驗。無論是面對複雜的工業挑戰還是日常的高精度要求,BC-800T都能提供可靠的支持,幫助企業提升競爭力,推動產業進步。


一、引言
磨床在現代工業中扮演重要的角色,本篇文章旨在提供操作和維護指南,幫助用戶最大限度地發揮磨床的性能,確保生產過程的高效和安全。
二、磨床的基本操作
1.
安全操作規範
首先,操作人員必須穿戴適當的防護裝備,包括防護眼鏡、手套和防護鞋,以防止加工過程中的飛濺物和高溫表面對人體造成傷害。其次,確保工作區域的安全和清潔,避免任何工具或雜物阻礙操作,保持良好的工作環境。
2.
啟動和關閉程序
正確啟動和關閉磨床是確保機器安全運行的基礎。操作前,需檢查磨床的電源連接和機械部件是否正常。啟動時,緩慢調整砂輪速度,避免突發性過載。關閉磨床時,應先停止進給,再關閉主電源,確保機器完全停止後再進行清潔和維護。
3.
操作界面介紹
操作人員應熟悉這些控制裝置,掌握基本操作步驟,以確保加工精度和效率。詳細了解操作界面的功能,能夠更好地進行磨床的操作和維護。上一的磨床配備圖形化人機介面,簡單易懂容易上手。
三、磨床的調整與設置
1.
工作台和砂輪的調整
磨床的調整和設置是確保加工精度的關鍵步驟。首先,工作台的高度和角度調整影響到工件的定位和最終加工效果。操作人員需根據加工需求,準確調整工作台的位置,確保工件能夠穩固固定且與砂輪保持適當距離。此外,安裝和更換砂輪也是一項需要謹慎操作的工作,正確安裝砂輪能有效避免加工過程中的跳動和偏移。
2.
磨削參數設置
合理設置磨削參數,如磨削速度、進給速度和深度,是保證加工質量的基礎。磨削速度應根據工件材質和加工要求進行調整,過快或過慢的速度都可能導致不理想的加工結果。進給速度和深度也需仔細設置,以防止過度磨削或工件表面損壞。通過細心調整這些參數,操作人員可以實現最佳的加工效果。
3.
常見問題及解決方法
在磨床的操作過程中,常見問題如砂輪跳動和工件表面不平整等,會影響加工質量。解決砂輪跳動的方法包括檢查砂輪安裝是否穩固、是否需要重新平衡砂輪,建議可以加裝動平衡。若工件表面不平整,需調整進給速度或更換磨損的砂輪。通過及時發現和解決這些問題,能夠有效提高加工精度和生產效率。
四、日常維護與保養
1.
日常檢查項目
磨床的日常維護與保養至關重要,以確保其長期穩定運行和延長使用壽命。首先,操作人員應每天進行清潔和潤滑,保持磨床表面的清潔,防止灰塵和切屑進入機械部件,影響運行精度。潤滑各運動部件能減少磨損,確保機器運轉順暢。此外,還需定期檢查電氣系統,確保所有連接和控制裝置正常運作。
2.
定期維護計劃
定期維護計劃包括每週、每月和每季度的檢查與保養。每週檢查應包括檢測砂輪的磨損情況和工作台的穩定性,每月則需深入檢查機器的各個部件,如軸承和導軌的潤滑情況。每季度進行一次全面的系統檢查,確保所有部件在最佳狀態下運行,並及時更換磨損或損壞的零部件。
3.
故障排除指南
在操作過程中,磨床可能會出現一些常見故障,如砂輪跳動、進給系統故障和電氣問題。操作人員應熟悉這些故障的解決方法,例如,砂輪跳動可通過重新平衡砂輪或檢查安裝是否穩固來解決。定期維修和保養記錄也是必要的,這有助於追蹤磨床的運行情況,及早發現並解決潛在問題,確保磨床長期高效運行。
五、磨床性能的提升技巧
1.
優化磨削工藝
提升磨床性能的關鍵在於優化磨削工藝。首先,操作人員應不斷改進磨削參數設置,根據不同工件材質和形狀調整磨削速度和進給速度,確保達到最佳加工效果。此外,進行多次試磨,以找出最佳參數組合,從而提高加工精度和效率。優化冷卻系統,保持合適的冷卻液流量和溫度,也有助於減少工件熱變形,提高表面質量。
2.
合理選擇和使用砂輪
選擇合適的砂輪材質和型號,根據工件的材質和加工要求選擇不同粒度和硬度的砂輪,能夠顯著提高加工效果。定期檢查和更換磨損的砂輪,確保其在最佳狀態下運行,並注意砂輪的使用壽命管理,避免因砂輪磨損過度而影響加工精度。通過合理選擇和使用砂輪,操作人員可以有效提升磨床的性能和生產效率。
六、環保與節能措施
1.
環保材料和技術
使用環保材料和技術有助於減少對環境的影響。選擇低污染、可回收的砂輪和冷卻液,不僅能減少廢料產生,還能提高工人的健康和安全。引入先進的廢液處理技術,將冷卻液中的污染物有效分離,循環使用,減少廢液排放,保護環境。
2.
符合環保法規
操作人員和管理者應熟悉當地的環保標準,並確保磨床的運行和維護符合這些要求。定期進行環保培訓,提升員工的環保意識和技能,推動企業實現可持續發展目標。通過全面的環保與節能措施,不僅能降低運營成本,還能提升企業的社會形象和競爭力。
七、結論
磨床的操作和維護需要嚴謹的步驟和細心的管理。通過遵循基本操作規範、合理調整和設置、定期維護以及採取環保與節能措施,操作人員可以最大化磨床的性能和使用壽命。同時,提升磨床性能的技巧和措施,有助於企業實現高效生產和永續發展。聯絡我們了解更多磨床保養知識https://www.proth.com.tw/cht/contactus

以開拓高端市場為目標 推動臺灣第一座智慧化主軸檢測中心
普森精密主軸工業為臺灣產品線最齊全的專業主軸廠。產品種類包含車床主軸、加工中心機主軸、磨床主軸以及伸臂式搪銑床主軸。普森精密主軸的產品行銷世界各國,範圍涵蓋中國大陸、美國、德國、日本、印度、印尼、巴西、土耳其、新加坡、馬來西亞等二十餘國。放眼全球,未來將會以日、韓及其他歐美國家為目標市場。針對各式高階精密級高速主軸來進行研究及開發,脫離在同質性高的產品上削價競爭的模式,朝向附加價值更高的產品及市場來開拓,並針對
「電動車/自駕車」與「半導體」等目標產業的需求,開發結合周邊系統的整合性新產品。
智慧化生產趨勢加速中
傳統製造業生產模式正在經歷劇烈改變
近年來,工業4.0的發展與中國勞動人力的成本上漲,正逐漸改變傳統製造業生產模式。許多國際大廠紛紛投入機器人或無人工廠的研發及建置。
面對這股自動化的趨勢,彭森榮總經理認為,未來精密主軸產業勢必會朝向智能化主軸領域發展。普森精密主軸工業早在2000年起就領先同業,建置全臺灣第一座智慧化主軸檢測中心,並相繼與逢甲大學、勤益科技大學等知名大學合作成立主軸模擬實驗室。針對精密智能化主軸的設計及檢測進行相關的驗證與研究開發,以期提升精密主軸的高階應用技術,讓臺灣工具機產業在全球自動化產業發展趨勢中站穩一席之地。
(製造技術 + 服務導向) X售後服務 = 「製造業服務化」
話鋒一轉,彭總談到製造業服務化的推動,必須從「精緻服務」的訴求出發,持續加強售後服務。普森公司近期開發的「遠距離主軸異常檢測技術」,能以最新檢測技術進行高速主軸自動化異音監測,建構出高速主軸的異音、壽命及缺陷檢測分析模型。客戶端只要錄下異常運轉聲,普森公司即可初步分析主軸發生異常的原因,以便進行後續維修。不但大幅縮短維修時間,更降低誤判狀況而衍生的維修成本。普森公司因此成為唯一擁有遠端偵測技術的主軸業界廠商。
這些從接單、設計、生產等等,一直延伸到售後服務的整體解決方案,正是普森精密主軸工業落實「製造業服務化」理念的具體展現。
普森2024年二大發展重點
第一、 氣靜壓主軸(Aerostatic Spindle):開發中的氣靜壓主軸將高壓的氣體送入主軸與軸承的微小間隙內,使主軸懸浮於軸承中央以幾乎無摩擦狀態下運轉,可達到100,000RPM以上的高速、高精度運轉。可運用於脆硬材料切割與研磨、微孔精密加工、HRC60以上硬材之難削材銑削。
其運用領域包含:
●晶圓加工主軸:研磨、切割、鑽孔、無油氣的高速氣靜壓主軸
●超精密加檢測設備、晶圓、陶瓷、藍寶石等脆硬材料切割與研磨
●PCB鑽孔機、薄壁加工、微孔加工機等微孔精密加工
●光學滾筒、超精密車床與銑床、PCB成型機、難削材銑削(HRC60以上硬材)超精密切削
●真空泵、高速透平機、牙科、手機…等高速精密的轉子系統
第二、 智能化高速內藏式主軸:高效率智慧主軸PGM系列產品秉持環保、綠能設計理念,採用循環式油氣潤滑供應路徑,透過持續供給與回收,除延長軸承使用壽命,並可降低油氣洩漏風險,防止油氣散逸對人體及環境的傷害,加上採用永磁馬達之高剛性、高效率特性,有效提高30%生產力,減少碳排放55%,從產品研發到終端使用皆善盡環境保護責任。
而普森的「智能化主軸設計概念」,以內建的各種感應裝置,針對可能影響主軸加工精度的主軸溫升或震動等因素,達到及時的監控並掌握。而透過物聯網科技,智能化的主軸可以將主軸效能相關資訊反饋給普森公司。我們可隨時知道主軸的使用狀況,主軸本身也能夠協助執行自我診斷,並擷取服務資訊。讓主軸產品在其使用壽命期間維持在最佳的使用狀況,提供給顧客最高的附加價值,並可供應半導體產業製程用的創造出具差異化的高階製造。
而此「高效率智慧主軸PGM系列」也榮獲2023台灣精品獎的肯定,普森不僅是台灣主軸業界唯一獲獎的公司,PGM智慧主軸更已經是普森公司第二度獲獎的產品!
彭森榮總經理最後補充,為提升臺灣產業競爭力,政府已將智慧機械列為首要推動目標,這需要工具機中心廠投入更多資源進行研發,零組件廠的角色也因此更加顯得重要。而普森公司以開拓高端市場為目標,積極拓展國際市場與知名度,並伴隨著臺灣工具機產業發展的軌跡不斷成長茁壯。
企業名稱:普森精密主軸工業有限公司
業務聯絡人:忻育葳
聯絡電話:+886-4-22135988
聯絡郵件:posa.posa@msa.hinet.net
企業傳真:+886-4-22135996
企業網站:www.posa-spindle.com

日頭赤焱焱,工具機精度如何經得起全球暖化?在全球暖化的背景下,氣溫的升高對各行各業都帶來了挑戰,尤其是對於需要高精度的加工行業。即使微小的溫度變化,也會導致機台內部金屬膨脹和變形,進而影響加工精度。如何在這樣的環境中保持高精度成為了行業的難題。AI熱變位補償技術作為一種創新解決方案,正在顛覆傳統,提供穩定且高效的加工精度。傳統方法的局限性一些廠商依賴傳統的機械方法來控制熱變位。他們使用預拉值在6-7條之間的螺帽,並在馬達端進行預拉,尾端固定後再用精密螺帽將軸承逼緊。這種方法主要依靠培林的間隙來控制溫升,但這樣做會縮短軸承的壽命。實驗數據顯示,這種方法在冷機時可以控制在一條內,但穩定性和持久性不足。AI熱變位補償技術的突破AI熱變位補償技術則不同,它通過多個溫度感測器收集溫度資訊,利用AI生成熱變位模型來預測並修正加工點的位移。這樣一來,溫度變化對加工精度的影響可以被有效抑制。這項技術不僅提高了加工精度,還縮短了預熱時間,實現了節能效果。更可以降低刀具因為熱變位產生的耗損。實驗和應用案例在奕達的實驗中,使用AI熱變位補償技術對EV-860工具機進行了測試。結果顯示,即使在一般室溫環境下,這項技術也能夠收集並補償數據,達到高精度穩定加工的效果。AI熱變位模型根據溫度資訊和熱位移測量資訊生成可靠的修正模型,適用於不同型號的機器。實驗數據表明,AI熱變位補償技術能夠大幅降低熱變位。在未進行溫度補償前,精度約為3條內,而經過補償後,精度可以控制在1條內,降低了57%的誤差。為未來做好準備AI熱變位補償技術在工具機冷熱機過程中的應用,證明了其在提高加工精度和效率方面的巨大潛力。這項技術的優勢在於其智能化和高效性,使其成為未來工具機加工的發展趨勢。在全球暖化帶來的挑戰下,這樣的技術顯得尤為重要。它不僅能夠應對溫度變化帶來的影響,還能提高整體的生產效益。如果您對這項技術感興趣,聯絡奕達了解更多相關資訊,探索AI熱補償變位技術應用在您機台上的可能性。面對日頭赤焱焱的未來,只有超前部署,應用新技術,才能在激烈的市場競爭中立於不敗之地。

由經濟部國貿局委託外貿協會執行的「2023台灣精品獎」,在歷經3個月及百餘位專家就研發、設計、品質、行銷及台灣產製等面向綜合嚴選後,在上個月公布最新選拔結果,今年計有186家企業、348件產品脫穎而出。而屬於生產力&能源精品類別的全鑫精密工業股份有限公司,繼2020年以液靜壓外圓磨床獲獎後,今年再度以液靜壓立式精密減薄機榮獲台灣精品獎。全鑫精密是國內高精密磨床領導品牌,擁有領先的靜壓軸承技術。主要致力於提供各產業最好的液靜壓磨削及最完善的次微米加工方案,其獨家開發液靜壓軸承主軸、靜壓旋轉工作台及靜壓滑軌模組,廣泛應用於各式工具機及電子設備,在業界建立不可替代的專業地位。此次獲獎的GTR-1215液靜壓立式精密減薄機,關鍵部件「磨削主軸」及「旋轉工作台」皆採全鑫自行開發的高精度、高剛性液靜壓軸承,不僅旋轉精度高,而且具有制震且耐磨耗的特性,展現高精度且高效磨削的優異性能,大幅提升減薄良率。值得一提的是,GTR-1215採用智慧型彩色觸控式人機介面,功能清晰易操作,不僅具加工數據存檔功能,讓管理更方便,而且研磨時能同時監測磨削負載、自動調節工件磨削速度,從而防止工件磨削過程中因壓力過大產生變形及破損。是一款高精度、易操作、功能齊全且高性價比的研磨設備,可滿足最大直徑12~15英吋的多元化產品加工應用。GTR-1215其應用領域十分廣泛,包括半導體矽晶片、封裝基板、陶瓷基板、光學玻璃、SiC、石英晶體、LED藍寶石基板、EMC及其他半導體材料之金屬與非金屬的脆硬性材料薄形精密零件的高速減薄。超精密加工機之發展趨勢除高效率外,高精度也是最重要的一環。全鑫創業團隊原是專業液靜壓軸承設計及製造者,為更能夠掌握液靜壓軸承產品與機床的整合度,全鑫將獨家開發的液靜壓產品應用於磨床機台上,提供各產業能達到真正高精度、高質量、低耗損以及綠環保的精密加工機。


來自台灣的專業傳統銑頭製造商 鎰寬企業是否正為了主軸轉速不穩、震動大、噪音高的老舊銑頭而苦惱?別再讓老設備拖累您的生產效率。擁有超過50年精密加工經驗的台灣專業品牌【鎰寬企業股份有限公司】,專注於高品質的銑頭、角度頭與客製化主軸單元,幫助您現有的設備提升效能、延長使用壽命!選擇鎰寬銑頭的五大理由:高剛性結構設計 — 切削穩定不卡刀,加工更順暢採用進口軸承的精密主軸 — 安靜運轉、壽命更長相容多種銑床機型 — 支援常見安裝孔位與配置維修簡易、備品齊全 — 保養快速、不影響產線台灣製造,全球信賴 — 銷售至五大洲,品質值得依靠#多元選擇 #彈性供應 #快速安裝 #專業諮詢面對關稅上漲,聰明升級更省錢!在全球貿易政策收緊、整機進口成本不斷攀升的情況下,選擇升級既有設備,是更聰明、更具成本效益的方案。換上新銑頭,就像為您的機台換上一顆「有力又穩定的新核心」——不僅能延長機台壽命,還能提升加工精度、降低總體營運成本。鎰寬為全球客戶提供靈活且具回應性的解決方案:報價方式彈性(FOB/CIF/EXW等)可少量供應,也歡迎大批量合作或OEM訂製支援各區域經銷商與系統整合商快速出貨、專業團隊持續技術支援適用對象:工廠日常機台維護與升級改機與翻新專業技術商技職學校與培訓中心工具機OEM廠商與自動化整合商無論您需要的是標準立式銑頭、角度頭解決方案,還是特殊加工環境下的客製化銑頭,鎰寬都是您值得信賴的製造夥伴。現在就升級您的設備!傳一張您現有銑頭的照片與基本尺寸,我們的專業團隊將快速協助您確認最適合的替代型號,安裝操作簡單又方便。聯絡我們|+886-4-2491-4376Email|yihkuan.salesperson@gmail.com官網|www.yihkuan.com台灣製造・全球信賴・專業支援 #銑頭 #角度頭 #客製應用 #工具機元件 #升級首選 #節省成本 #YIHKUAN #台灣製造 #精密加工夥伴
選擇合適的銑頭是充分發揮立銑刀潛力的關鍵一步。無論您是在模具車間、維修部門還是小批量原型製作設施工作,正確的銑頭都可以顯著提高加工精度、生產率和設備壽命。鎰寬企業有限公司憑藉數十年的實務經驗和客戶回饋,提供了本實用指南,幫助您在機械車間做出最明智的投資。需要考慮的關鍵因素1.了解您的加工需求首先確定您的工作坊最常處理的工作類型:材質:您主要加工鋼、鋁、鑄鐵或黃銅或銅等有色金屬嗎?較硬的材料可能需要更高的扭矩和剛性結構。精度要求:精細加工任務需要平穩的主軸旋轉和振動控制,而粗切可能需要扭矩而不是精細度。特殊功能:您是否需要角銑削(用於傾斜表面)、深腔存取或多面加工等功能?提示:如果您的工作經常涉及以一定角度或在不規則表面上進行操作,請考慮使用具有傾斜和旋轉功能的銑頭。2. 評估銑頭特徵並非所有銑頭都是一樣的。請注意以下關鍵規格:速度範圍:尋找提供變速控製或步進滑輪選項的型號。這使得在材料和切割深度之間切換時具有更大的靈活性。扭力和功率:強大的主軸馬達對於深開槽或加工硬金屬等重型任務至關重要。加工多功能性:選擇能夠支援銑削、鑽孔、鏜孔、開槽甚至攻牙操作的刀頭。易於使用:傾斜、旋轉和主軸速度的控制應直觀且符合人體工學,適合日常操作。3.確保相容性即使是最好的銑頭也只有與您的機器正確匹配才有效。安裝:檢查膝磨機的安裝法蘭和接口尺寸。 鎰寬的砲塔銑頭設計為與大多數 Bridgeport 風格的機器相容。機器平衡:較重的銑頭可能需要加固立柱或工作台以確保穩定性。電氣需求:驗證馬達電壓和驅動系統與您目前設定的兼容性。4.注重品質和耐用性銑頭需要承受高轉速、高壓力和長時間運轉。將耐用性放在首位:材質:尋找由硬化鋼或經過防腐處理的鑄件製成的頭部。內部組件:高品質主軸軸承、精密研磨齒輪和密封潤滑系統將確保更長的使用壽命和穩定的性能。熱阻:經過熱處理和平衡的主軸可最大限度地減少長時間或劇烈加工週期中的翹曲。5.探索先進技術現代製造業需要更聰明的解決方案:減震:內建減震系統的頭部可減少顫動並改善表面光潔度。可程式調整:具有可程式角度或 RPM 控制的 CNC 相容頭可增強可重複性。冷卻系統:無論是透過強制空氣或內部冷卻液流動,冷卻都可以提高精度和零件壽命。6.尋求專家建議購買銑頭並不是一刀切的決定:諮詢專家:億冠經驗豐富的團隊可以幫助您分析您的生產環境並推薦最佳解決方案。請求演示:如果可能,請在您自己的機器上測試頭部以評估噪音、振動和工具相容性。閱讀案例研究:了解類似行業的其他機械車間如何從正確的銑頭升級中受益。維護和延長使用壽命的額外提示定期檢查銑頭是否磨損,特別是在頻繁使用後。保持銑頭清潔並適當潤滑,以防止生鏽並確保平穩運作。及時更換磨損的零件,以保持銑頭的精度和效率。遵循製造商的安裝、操作和維護指南。為何選擇鎰寬?鎰寬公司以可靠性和卓越的技術而享有盛譽,它提供的不僅僅是產品,我們還為您的加工需求提供長期解決方案。廣泛的產品範圍:從垂直轉塔頭到角銑頭和專業解決方案。定製配置:可自訂的主軸類型、安裝尺寸和 RPM 範圍。經過驗證的品質:採用優質材料、精密加工的零件和嚴格的品質控制協議製造。卓越的服務:我們在安裝前、安裝期間和安裝後與客戶合作,以確保持續的滿意度和最佳性能。結論您的立銑刀的效率取決於其所攜帶的銑頭。無論您需要更高的精度、更大的扭矩還是靈活的角度調整,選擇合適的頭部都是對生產力、品質和盈利能力的投資。憑藉鎰寬數十年的經驗、高品質的銑頭和專家支持,您可以放心升級。讓我們幫助您提高機器的性能和利潤。探索我們的砲塔銑頭並立即聯繫我們進行諮詢:plist3-砲塔銑頭

在精密加工領域,立式銑床仍然是從模具製造到汽車零件和原型製作等各行各業的必備設備。然而,老化的組件或過時的技術可能會限制性能。這就是鎰寬的用武之地。如果您正在考慮性能提升升級,鎰寬企業有限公司提供業界領先的解決方案,旨在透過創新、可靠性和長期價值來提升您的立銑床的功能。銑削技術專業知識鎰寬擁有數十年銑頭開發和生產經驗,贏得了機械加工行業值得信賴的領導者的聲譽。我們了解立銑刀的結構挑戰和機械動力學。我們的垂直轉塔銑頭經過精心設計,可提供高扭矩、平穩的主軸旋轉和穩定的切削,非常適合手動和 CNC 改造。航空航太、模具和維護加工等行業依靠我們的精密頭來確保尺寸精度和可重複的結果。創新且注重性能的解決方案鎰寬不僅是零件供應商,我們也是技術合作夥伴。我們的研發團隊致力於提供滿足當今最嚴苛的加工要求的解決方案。我們的銑頭配備現代主軸設計、先進的密封系統和耐熱組件,以延長刀具壽命。通用安裝相容性、減震功能和改進的油流通道等創新旨在為我們的客戶帶來競爭優勢。針對實際條件進行客製化沒有兩家商店是相同的,而且它們的機器和工作量也不相同。這就是鎰寬為您的車間提供客製化解決方案的原因。特殊工具間隙?獨特的切割角度?我們將製造與之匹配的銑頭。無論您是切割硬鋼還是微調原型模具,我們都確保您的頭部已準備好完成工作。我們的設計靈活性使其易於與現有的 Bridgeport 式機器集成,無論您是生產一次性產品還是輕量級生產。持久耐用:高品質組件在投資升級時,長壽至關重要。這就是為什麼鎰寬從內到外都優先考慮品質。我們使用硬化鋼、高精度軸承和 CNC 加工外殼來確保長期耐用性。我們的頭部在發貨前經過嚴格的檢查和性能測試,確保每個單元在負載下可靠地運行。無論您每天運行磨床八小時還是全天候運行,我們的磨頭都能承受。卓越的客戶支持升級機器可能會令人望而生畏——但有了鎰寬,您就不再孤軍奮戰。我們的團隊提供完整的技術支援,包括產品選擇、安裝指導和售後服務。需要協助解決主軸振動或對準問題嗎?我們的回應團隊只需一則訊息即可聯絡您。我們也提供說明手冊、安裝圖和培訓資源,以確保您的升級順利且有效率。經驗證的結果,全球信賴亞洲、歐洲和美洲的數千家製造商已經選擇了鎰寬 來提高他們的立銑床性能。許多報告稱生產率提高了 20–30%,特別是在模具加工、一般修理加工和小零件原型製作方面。即使在嚴苛的切削條件下,我們的產品也因其穩定性、可靠性和一致的輸出而受到認可。不要只相信我們說的一句話—我們客戶的評價和長期合作關係說明了一切。面向未來:效率與永續性現代機械加工不僅關乎精度,還關乎責任。我們的銑頭採用節能設計,減少了馬達和驅動系統的負擔。透過延長機器壽命和減少浪費,我們幫助客戶為永續製造實踐做出貢獻。更少的能源、更少的故障、更長的工具壽命意味著更低的成本和更小的碳足跡。結論:放心升級升級您的立式銑床不僅僅是更換零件,它還能在精度、速度和效率方面釋放新的可能性。選擇鎰寬,您投資的不僅僅是一個零件,而是一段能夠帶來長期成果的合作關係。從研發驅動的設計到堅固耐用和專家支持,鎰寬是砲塔銑頭解決方案領域值得信賴的品牌。讓我們幫助您實現立銑床的現代化—為您提供可衡量的性能和值得信賴的品質。立即探索我們的砲塔銑頭:plist3-vertical-turret-milling-head聯絡我們的團隊進行客製化諮詢。
在現代製造業中,立式銑床是加工現場的主力設備,其穩定性與多功能性使其成為精密零件加工不可或缺的利器。而作為機台核心的「銑頭」,其設計與性能將直接影響切削精度、表面光潔度與整體生產效率。對於致力突破產能瓶頸、提升加工品質的製造商而言,深入了解並優化銑頭,不只是提升競爭力的選項,更是邁向高效生產的必要步驟。銑頭的角色:隱形卻關鍵的動力核心銑頭不僅承載主軸與切削刀具,更是傳遞動力與穩定切削的關鍵系統。其結構與狀態對製程各層面皆有深遠影響:高精度加工:結構剛性強、維護得當的銑頭可有效抑制振動與偏轉,實現更嚴格的公差控制。表面品質提升:優化銑頭能帶來穩定一致的切削效果,減少後段加工需求。刀具壽命延長:降低振動有助減緩刀具磨耗,進而減少換刀次數與停機風險。效率提升:穩定的動力輸出使機台可執行更高切削速度與進給率,加速加工週期。加工多樣性:選擇合適銑頭能擴大機台的應用範圍,涵蓋粗加工與精加工。如何優化銑頭效能:選擇與保養缺一不可1. 選擇正確的銑頭規格並非所有銑頭都能滿足相同需求。在選型或升級時,建議特別留意以下幾個要點:主軸轉速與扭力:根據加工材質與刀具選擇適合的配置。高速主軸適合小直徑刀具與精加工,扭力高則利於大刀具與重切削。結構剛性:使用高品質鑄鐵或高強度鋼材的銑頭,有助於提升穩定性與抗震性。軸承品質:高精度軸承能有效降低跳動並延長主軸壽命。安裝介面相容性:銑頭必須與現有機台完美整合,避免改裝難度與對準誤差。2. 規律保養與檢查機制銑頭屬於高精密部件,良好的維護習慣至關重要:潤滑管理:按期補充潤滑油脂,避免金屬摩擦與過熱損傷。幾何對準檢查:定期校驗銑頭與工作台的垂直度和平行度。振動監測:觀察異常震動,有助於及早發現軸承損耗或機構失衡。日常清潔:避免切削屑、冷卻液或灰塵累積,保護精密零件。3. 導入先進技術以提升效能現代銑頭不僅在機械結構上進化,更融合多項智慧技術:直驅主軸系統:無皮帶傳動設計,提升剛性、穩定性與熱補償能力。自動換刀介面(ATC):支援機台快速換刀,提高自動化加工效率。主軸中心出水:冷卻液直接送至切削刃,提高加工效率並延長刀具壽命。熱補償功能:透過感測器回饋與軟體控制,在長時間加工中維持尺寸穩定性。對產線的實際效益:不只是提升效率,更是創造競爭優勢銑頭的優化不僅是提升單一部件效能,更是整體生產流程的升級。其帶來的效益包括:廢品率下降:加工精度提升,降低錯誤與重工次數。交期加快:縮短單件加工時間,提升產線周轉率。成本控制:降低刀具消耗與非計畫停機時間,有效節省營運成本。產品品質升級:穩定切削品質與光潔度,有助於強化品牌與市場信任度。鎰寬觀點:以專業銑頭解決方案,助您發揮機台最大效益在追求穩定產能與高效加工的同時,銑頭的角色不容忽視。鎰寬企業擁有超過半世紀的銑頭研發與製造經驗,專注於立式銑床與傳統工具機的升級方案,提供包含砲塔銑頭、強力主軸銑頭、模組化升級與客製法蘭設計等完整服務。我們不只是銑頭供應商,更是您現場效率提升的合作夥伴。透過專業評估、圖面整合、安裝建議與後續保養協助,鎰寬幫助客戶有效延長機台壽命、優化加工條件,並在市場中保持領先。現在就是重新檢視您機台核心部件的最佳時機。讓鎰寬與您攜手升級生產力,迎接更高標準的製造挑戰

介紹立式銑床長期以來一直是世界各地車間、工具室和製造工廠的支柱設備。它們以其多功能性和高精度而聞名,在從模具部件到航空航天和汽車零件等各種產品的生產中發揮關鍵作用。然而,即使是最可靠的立式銑床,如果其核心部件——銑頭——技術落後或隨著時間的推移而磨損,也會出現性能瓶頸。對於依賴立式銑床或 Bridgeport 式工具機的製造商來說,升級銑頭是延長設備壽命、提高生產效率和加工精度的最經濟有效的方式之一。本文將探討銑頭的重要性、升級時機的跡象,以及銑頭製造領域的領導者鎰寬企業股份有限公司如何提供合適的解決方案,將您的立式銑床提升到新的水平。銑頭為何重要銑頭是任何立式銑床的核心部件。它容納主軸,主軸旋轉切削刀具並驅動加工過程。銑頭的性能直接決定了工具機的:準確性:高品質的頭部可最大限度地減少振動和偏轉,提供更嚴格的公差。多功能性:配備適當的功能後,銑頭可進行鑽孔、開槽、端面加工,甚至是角加工。效率:平穩的主軸旋轉和適當的扭矩可轉換為更快的循環時間和更好的表面光潔度。壽命:耐用的頭部可減少停機時間、延長工具壽命並保護整個機器結構。換句話說,立式銑床的生產效率僅與其所搭載的銑頭一樣高。是時候升級了製造商通常會連續使用相同的銑頭多年,卻沒有意識到其性能已悄然下降。以下常見指標顯示您的立式銑床可能需要更換新的銑頭:加工品質不一致:零件出現振痕、表面品質差或尺寸不準確。頻繁停機:需要進行過多的維護或不斷調整以保持頭部運作。噪音和振動:磨損的軸承和錯位會產生過大的噪音,影響表面精確度。材料的限制:難以加工較堅韌的材料,如硬化鋼或特殊合金。過時的功能:較舊的固定速度或基本設計缺乏現代靈活性,例如變速或角度調整。升級頭部無需更換整台機器,可以更快、更經濟地提高性能。升級立式銑床的好處當您選擇使用高性能銑頭改造立式銑床時,其優點十分顯著:1.提高精度現代銑頭採用更嚴格的主軸公差和減振技術。這使得製造商能夠實現卓越的表面光潔度,減少二次拋光,並保持微米級的精度。2.擴展機器多功能性搭配合適的銑頭,立式銑床可以完成鑽孔、攻絲、開槽和多角度加工任務。對於需要處理多種加工任務的車間來說,這種靈活性可以節省時間,並減少對多台工具機的需求。3.提高生產力升級可消除因磨損或過時的頭部造成的效率低下。更平穩的運轉、穩定的轉速和更高的扭力容量可縮短循環時間,使操作員能夠承擔更艱鉅的工作。4.節省成本與其投資一台全新的數控立式銑床(成本可能高出數倍),不如改裝新的銑頭,讓企業能最大限度地利用現有的工具機結構。這是一種兼顧預算和性能的實用方法。5.更長的機器壽命適當安裝的頭部可減少機器立柱和工作台上的壓力,從而保持立式銑床本身的結構完整性。如何選擇合適的銑頭升級時,關鍵在於選擇一款既符合您的加工需求又相容於工具機的加工頭。以下是一些最重要的考慮因素:主軸類型:常見的主軸錐度包括 R8、NT30 和 NT40。選擇正確的主軸類型可確保刀具相容性。速度範圍:較寬的範圍允許進行重型粗加工和精細精加工。扭力和功率:更苛刻的工作需要具有高扭力輸出設計的頭部。調整功能:傾斜、旋轉和旋轉等選項擴展了加工可能性。耐用性:尋找硬化鋼結構、熱處理組件和高效冷卻系統。鎰寬銑頭解決方案鎰寬企業股份有限公司專注於設計和製造適用於立式銑床的銑頭,包括立式銑床、轉塔式銑床和Bridgeport型銑床。我們的產品組合包括:垂直轉塔銑頭:提供鑽孔、端面加工和開槽的靈活性,有 R8、NT30 和 NT40 主軸錐度可供選擇。角度銑頭:允許操作員以各種角度進行加工,而無需重新夾緊工件。重型銑頭:具有更高的扭矩,適用於堅硬材料和重型切削。每個鎰寬銑頭均採用優質材料、精密研磨齒輪和嚴格的品質檢驗,以確保持久的可靠性。我們了解航空航太、汽車和模具製造等行業的需求,我們的產品旨在應對這些挑戰。銑頭的維護與保養為了最大限度地提高升級的價值,定期維護至關重要。定期檢查軸承磨損、潤滑等級和主軸間隙。加工後徹底清潔,以防止碎屑和碎片損壞內部零件。使用建議的油或油脂進行適當潤滑。當偵測到磨損時立即更換零件,以防止代價高昂的停機。遵循這些步驟,您可以延長銑頭的使用壽命並保持加工精度。結論立式銑床仍然是現代加工的基石,但其真正的性能取決於銑頭。升級到高品質的銑頭可以提高精度、效率和多功能性,同時與購買新工具機相比還能節省成本。鎰寬企業股份有限公司憑藉數十年的專業經驗和卓越的創新聲譽,提供經久耐用、適應性強且專為製造商實際需求而設計的銑頭。無論您是加工航太零件、生產模具或製造汽車零件,鎰寬都能為您提供升級立式銑床的理想解決方案。☛探索鎰寬銑頭解決方案

在自動化製造日益普及的今天,設備「不停機」已成為工廠競爭力的關鍵要素。然而,傳統橫銑頭一旦故障,常需等待經銷商處理或寄回原廠整修,導致整條產線癱瘓,損失動輒數十萬。為解決這一產業痛點,豪力輝推出 EVA 橫銑頭,以模組化結構與人因設計,實現現場快速更換與自主維修,不需專業技術也能在兩小時內復原運作。搭配教學影片與完整零件體系,EVA 成為真正「會自己修」的生產力工具,幫助客戶降低維修風險、提升稼動率。本文將從實際案例出發,帶你了解 EVA 如何改變傳統維修邏輯,為製造現場帶來高效率與低風險的革新轉變。製造業邁向高效率、自主維修的新時代隨著全球製造業加速導入自動化,不停機運轉成為工廠競爭力的關鍵要素。產線稼動率(OEE)與設備穩定性,不只是參考數據,更是直接決定營運能否穩定的生命線。根據市場趨勢觀察,設備維修角色正在轉變——它不只是技術問題,更是確保「不中斷生產」的關鍵。尤其在產線高度集中、交期緊湊的生產環境中,一顆關鍵零組件的異常,都可能影響整條供應鏈。「維修速度」與「現場自主處理能力」成為企業首要關注。 一顆橫銑頭故障,牽動整條產線、上百萬產值的損失。設備「不准停」早已是基本門檻。但現實呢是什麼呢?我們服務過一家海外工中型工廠,橫銑頭異常時無法自行處理,只能等待經銷商協助、寄回原廠、等備品……,來回過程耗時兩個月。這段期間整條產線停擺,等待維修就損失了超過 80 萬台幣,不僅影響出貨與客戶信任,更嚴重拖慢整體產能。這樣的狀況在業界屢見不鮮,原因很明確:● 多數橫銑頭設計為一體結構,維修門檻高,現場無法處理● 維修仰賴經銷商,但教育訓練與備品準備不足,無法及時處理● 使用者無法自行拆換,只能送回原廠,流程冗長在這個講求效率與彈性的數位製造時代,這樣的設計邏輯,早已不合時宜。這正是我們設計 EVA 的出發點——讓維修更快、更簡單,真正做到「不停機」,才是對產線最大的幫助。 EVA 橫銑頭:Easy & Valuable 的設計哲學EVA 橫銑頭的誕生,來自一個簡單但關鍵要點——讓維修變簡單、讓使用者有主導權。我們從第一線現場的真實痛點出發,打造出真正能解決問題的產品。EVA 的命名來自兩大設計理念:● Easy:模組化結構設計、直覺人因工學、即時維修● Valuable:幫助客戶降低停機風險、降低成本、延長設備壽命 🔧 實際幫助客戶改善現場的亮點包括:✅ 三大模組可拆結構:壞哪裡換哪裡,維修時間從數天縮短到2小時,無須整顆退廠。✅ 彈簧預壓機構:無需調整墊圈,一線人員也能快速自行組裝。✅ 軸承防呆 + 防水設計:降低維修錯誤,使用壽命與穩定性雙提升。✅ 支援 ATC、自動換刀機構:對應現代自動化需求,無縫升級。 一眼看懂,效益落地有感根據我們對使用 EVA 橫銑頭的客戶進行追蹤,顯示明顯效益: 讓維修不再是壓力,而是你掌握產線節奏的轉捩點。我們的一位客戶——位於東南亞的汽車零組件加工廠,導入 EVA 後,實現了關鍵性的轉變。過去的「等待->送修->停工」已經能在現場快速更換模組、即時回復運作。 原本動輒數週的維修流程,現在在生產線現場即可自行完成模組更換,最長不超過兩小時就能復原運轉。導入後,他們的整體 OEE 提升了 約 11%,一年節省停機成本逾百萬元,並成功將此做法擴展至其他生產線與廠區,成為內部效率優化的重要里程碑。 ✅ 結語:維修,不該是風險,而該成為你產線的底氣EVA 橫銑頭的誕生,不只是一項新產品,而是為製造現場帶來一種新的可能:維修可以快、可以簡單,甚至可以自己掌握。只要一個轉變,就能從過去的等待與停擺,走向自主與穩定,這才是真正有價值的創新。 🔍 想了解 EVA 如何真正改變你的維修現場?我們將最真實的現場痛點,化為可以掌握的解方。▶️ 觀看教學影片 : Hold Well Industrial Co., Ltd. - EVA Angle Head📘 了解產品 : EVA-A2-BT30-ER16.129 EVA ANGLE HEAD - 豪力輝工業資訊網造訪我們的官網 👉www.holdwell.com
在現代加工領域中,臥式銑床是重切削作業的中樞。憑藉卓越的剛性與強大動力,這類機台能高效去除大量材料、處理大型工件,並在長時間負載下維持高精度。然而,真正決定其性能核心的關鍵元件是——銑頭。無論是傳統手動機型還是先進的 CNC 系統,銑頭都是影響加工精度、多功能性與效率的核心組件。什麼是臥式銑頭?臥式銑頭是一種安裝在臥式銑床主軸上的機械裝置。與立式銑頭不同,臥式銑頭的主軸平行於工作台,使刀具能從側面進行切削。這樣的結構特別適合深度切削、開槽與大批量材料去除。現代臥式銑頭通常具備可調角度、多種主軸錐度(如 NT40 或 NT50),以及加強的冷卻系統,以應對高負荷加工所產生的熱能。對製造商而言,選擇合適的銑頭能讓標準臥式銑床轉變為高靈活性、高產能的多方向加工設備。銑頭在重切削應用中的重要性銑頭不只是輔助配件,而是整個切削過程的核心。在重切削加工中,工具壓力、扭矩與震動都極高,因此一顆設計良好的銑頭能確保穩定性能並延長刀具壽命。以下是銑頭的重要性所在:動力傳遞:高精度齒輪與軸承必須能有效將馬達扭矩傳遞至刀具,避免能量損失或滑動。熱穩定性:使用高強度合金與熱處理外殼,確保長時間運行下仍維持尺寸精度。震動控制:平衡設計能減少加工顫動,確保光滑的表面品質。多軸靈活性:進階銑頭具備傾斜、旋轉與轉向功能,能擴大加工角度與曲面範圍。臥式銑床可搭配的銑頭種類鎰寬企業股份有限公司(Yih Kuan Ent Co., Ltd.,)設計出多款銑頭產品,適用於不同加工環境——從傳統手動銑床到 CNC 龍門機台。我們的產品各具特色,但都秉持精密、高剛性與高穩定性的核心精神。1. 角度銑頭角度銑頭能讓臥式銑床執行傾斜與多方向加工,擴大了加工能力。特別適用於模具製造與航太零件加工等需要複雜角度或斜面切削的應用。鎰寬的角度銑頭具備高扭力輸出、穩定運轉與滑順旋轉性能,無論是精修或重切削都能勝任。2. 砲塔銑頭砲塔銑頭雖主要應用於立式砲塔銑床,但若搭配轉接底座或橫向附件,也能提升臥式銑床的靈活性。鎰寬砲塔銑頭可精確調整角度並快速定位刀具,非常適合維修車間、樣品打樣與客製零件製造。3. CNC 銑頭在自動化製造時代,CNC 控制銑頭完美結合了速度與精度。鎰寬的 CNC 銑頭整合了伺服馬達、刀具自動更換功能與智慧控制系統,可高速高扭力運轉並維持微米級精度,非常適合汽車零件、壓鑄模具等高精度製程。4. 龍門銑頭針對大型工件與重金屬切削,鎰寬的龍門銑頭提供極高剛性與穩定性,適用於 CNC 龍門或橋式銑床。此類銑頭具備高強度結構、良好排屑性與穩定扭力傳輸,能在長距離切削中維持一致精度。臥式銑頭的主要應用產業臥式銑頭廣泛應用於對強度與精度要求極高的產業。以下為幾個主要應用領域:汽車製造業:用於加工引擎本體、變速箱外殼與底盤結構件,具深度切削與高平整度需求。模具產業:適合大型模座與工具鋼加工,需高剛性與穩定主軸扭力以維持精密細節。航太產業:專用於鈦合金、Inconel 等高強度材料的精密加工,確保零件可靠性。重工與能源產業:應用於結構框架、齒輪箱與渦輪外殼等長時穩定輸出需求的加工。用鎰寬產品強化臥式銑床性能鎰寬企業深知每一台機台配置都獨一無二,因此我們的銑頭皆以高相容性、高靈活性與長期穩定性為設計核心。工程團隊融合數十年經驗,確保每一款銑頭都能滿足重切削加工環境的嚴苛需求。無論是升級現有的臥式銑床,或是打造專屬 CNC 龍門系統,鎰寬都能提供兼具剛性與精度的銑頭。每台產品皆經過嚴格的扭力輸出、熱平衡與抗震測試,確保穩定可靠的加工表現。為什麼選擇鎰寬?完整產品線:從角度、砲塔、CNC 到龍門銑頭,鎰寬能提供垂直與臥式加工的全方位解決方案。精密製造:採用高等級材料、熱處理零件與嚴格公差控制,確保產品穩定性。客製化支援:可依客戶需求客製主軸錐度、安裝尺寸與轉速範圍,完美匹配現有設備。穩定可靠:深受全球模具、航太與汽車製造商信賴,使用壽命長、維護簡便。結論臥式銑頭是提升重切削加工效率與精度的關鍵。透過整合鎰寬企業的高性能銑頭,製造商能顯著提升產能與精度,同時延長機台使用壽命。無論是模具製造、航太零件,或大型金屬構件加工,鎰寬都能提供您最值得信賴的銑頭技術與專業服務。鎰寬企業股份有限公司(YIH KUAN ENT CO., LTD.)——您值得信賴的銑頭創新與高效加工夥伴。

秉持豐富無心磨床設計製造經驗,大光長榮推出新一代CNC培林式無心磨床系列。經由不斷研發與測試,以完美的操控表現,展現高精度要求。
1. 高精度、高剛性的全規格六軸CNC培林主軸式樣無心磨床,可對應廣泛研磨需求。
2. 採用超精密複列式滾柱軸承的高剛性單持式砂輪主軸,使研磨更輕快、更精密。
3. 床身、結構支撐肋等採最適配置,設計出高剛性且精度穩定的本台。

本台超強剛性結構設計,穩定不變形。雙持式砂輪軸設計,高轉速切削設計,強化研磨效能。數控 1~6軸搭配,滿足各種客製化需求。搭載寬幅砂輪,量產效能大提升。
1. 雙持式培林主軸支持,平均砂輪研磨接觸面,切削時在主軸兩端平均受力,較不影響研磨所造成錐拔。
2. 調整輪可調式渦桿軸承箱,有效改善渦桿渦輪背隙調整,大幅提升傳動效能及使用壽命。
3. 進給滑台採用一V一平設計,強化進給穩定性,滑軌全行程鏟花處理,降低摩擦係數,寸動進給精度高。
4. 油霧潤滑裝置可提供砂輪主軸潤滑、清潔、恆溫。
油機工業公司以YOU JI(油機)品牌行銷全球工具機市場40餘年,產品線涵蓋立式車床、臥式車床、立式加工中心機、臥式加工中心機、臥式搪銑床、落地式搪銑床、五面加工中心機、及各式立臥式車銑複合機與客製化專用機型,是台灣少數擁有最齊全工具機產品線之工具機大廠。 目前油機產品行銷世界46國,在全球有超過70家代理,主要客戶涵蓋航太、汽車、風電、能源、軌道車輛、電機馬達、重工業等..各領域之領導品牌及一線大廠,並深受其信賴,所以油機為持續服客戶,實現永續經營之企業目標,不斷強化核心研發能力,持續開發符合市場期望及需求之新機型,並拓展產品線之深度及廣度,以滿足廣大客戶之需求,近年更積極投入IoT工具機物聯網及工業4.0智慧生產與智能機械研發,期許未來以更高品質及更具競爭力的產品提供給終端客戶,並與客戶共創產業高峰。 VTL系列因應高複合性車銑及高效率重載加工需求,立柱採對稱式門型結構,無論在哪個位置加工,都能維持相同精度,更可提升超過50%整體剛性結構,使之能更有效抵抗切削力作,適用於航太業、風電業、船舶業、能源業、油閥管筏業、電機馬達業...等產業,泛用性高,針對機匣、軸承、引擎、各式機械零組件、環件、馬達框、各式重型機具等加工產業,皆可採用。
![影片|潭佳數控分度盤 –滾子凸輪 傳動[RC-255N]]( https://www.mtb2b.tw/storage/pro_video_image/d62f84def1fb.jpg )
http://www.tjr.com.tw
TEL: (04) 2562-1267
•FAX: (04) 2562-1198
•ADDR:台灣台中縣神岡鄉中山路805號.
中國服務處/上海羽富機械設備有限公司
•TEL: 021-68060545~6
•FAX: 021-68060547
•ADDR:上海市浦東新區康橋路1100號903室(保康大廈).
Email:tjr@tjr.com.tw .
潭佳精密科技股份有限公司公司簡介:
潭佳精密科技股份有限公司成立於98年12月,本公司係從事於數控工具機高精度關鍵零組件之製造業,專業生產超高精度的電腦數控CNC分度盤(第四軸、第五軸)、伺服刀塔、高轉速主軸…等產品為主要營業。產品主要應用在航太工業、高科技電子產業、汽車零組件製造業、多面螺旋加工業及各類產業機械上..,
產品特性:1.高精度.採用日本製造雙導程蝸輪蝸桿組.蝸輪材質更耐磨。2.高剛性.採用徑軸向軸承.重切削加工輕鬆應付。3.應用性.全機型大孔徑設計.治具應用更多變化。4.防水性.全防水設計鈑金.IP65防水等級以上。5.美形機.全機型烤漆級外漆.機械工藝新美學。TJR潭佳精密科技用最熱誠的態度,提供最好的產品、服務,給我們最敬愛的客戶。
使用台灣潭佳分度盤.等同使用日本機。
![影片|潭佳數控分度盤 –傾斜軸 日本製 蝸輪蝸桿傳動[FAR-210]]( https://www.mtb2b.tw/storage/pro_video_image/73c3484631c9.jpg )
http://www.tjr.com.tw
TEL: (04) 2562-1267
•FAX: (04) 2562-1198
•ADDR:台灣台中縣神岡鄉中山路805號.
Email:tjr@tjr.com.tw .
潭佳精密科技股份有限公司公司簡介:
潭佳精密科技股份有限公司成立於98年12月,本公司係從事於數控工具機高精度關鍵零組件之製造業,專業生產超高精度的電腦數控CNC分度盤(第四軸、第五軸)、伺服刀塔、高轉速主軸…等產品為主要營業。產品主要應用在航太工業、高科技電子產業、汽車零組件製造業、多面螺旋加工業及各類產業機械上..,
產品特性:1.高精度.採用日本製造雙導程蝸輪蝸桿組.蝸輪材質更耐磨。2.高剛性.採用徑軸向軸承.重切削加工輕鬆應付。3.應用性.全機型大孔徑設計.治具應用更多變化。4.防水性.全防水設計鈑金.IP65防水等級以上。5.美形機.全機型烤漆級外漆.機械工藝新美學。TJR潭佳精密科技用最熱誠的態度,提供最好的產品、服務,給我們最敬愛的客戶。
使用台灣潭佳分度盤.等同使用日本機。
![影片|潭佳數控分度盤 –傾斜軸 日本製 蝸輪蝸桿傳動[FHR-255C]]( https://www.mtb2b.tw/storage/pro_video_image/4cbb29edddb9.jpg )
http://www.tjr.com.tw
TEL: (04) 2562-1267
•FAX: (04) 2562-1198
•ADDR:台灣台中縣神岡鄉中山路805號.
中國服務處/上海羽富機械設備有限公司
•TEL: 021-68060545~6
•FAX: 021-68060547
•ADDR:上海市浦東新區康橋路1100號903室(保康大廈).
Email:tjr@tjr.com.tw .
潭佳精密科技股份有限公司公司簡介:
潭佳精密科技股份有限公司成立於98年12月,本公司係從事於數控工具機高精度關鍵零組件之製造業,專業生產超高精度的電腦數控CNC分度盤(第四軸、第五軸)、伺服刀塔、高轉速主軸…等產品為主要營業。產品主要應用在航太工業、高科技電子產業、汽車零組件製造業、多面螺旋加工業及各類產業機械上..,
產品特性:1.高精度.採用日本製造雙導程蝸輪蝸桿組.蝸輪材質更耐磨。2.高剛性.採用徑軸向軸承.重切削加工輕鬆應付。3.應用性.全機型大孔徑設計.治具應用更多變化。4.防水性.全防水設計鈑金.IP65防水等級以上。5.美形機.全機型烤漆級外漆.機械工藝新美學。TJR潭佳精密科技用最熱誠的態度,提供最好的產品、服務,給我們最敬愛的客戶。
使用台灣潭佳分度盤.等同使用日本機。
機工業公司以YOU JI(油機)品牌行銷全球工具機市場40餘年,產品線涵蓋立式車床、臥式車床、立式加工中心機、臥式加工中心機、臥式搪銑床、落地式搪銑床、五面加工中心機、及各式立臥式車銑複合機與客製化專用機型,是台灣少數擁有最齊全工具機產品線之工具機大廠。 目前油機產品行銷世界46國,在全球有超過70家代理,主要客戶涵蓋航太、汽車、風電、能源、軌道車輛、電機馬達、重工業等..各領域之領導品牌及一線大廠,並深受其信賴,所以油機為持續服客戶,實現永續經營之企業目標,不斷強化核心研發能力,持續開發符合市場期望及需求之新機型,並拓展產品線之深度及廣度,以滿足廣大客戶之需求,近年更積極投入IoT工具機物聯網及工業4.0智慧生產與智能機械研發,期許未來以更高品質及更具競爭力的產品提供給終端客戶,並與客戶共創產業高峰。 VTL系列因應高複合性車銑及高效率重載加工需求,立柱採對稱式門型結構,無論在哪個位置加工,都能維持相同精度,更可提升超過50%整體剛性結構,使之能更有效抵抗切削力作,適用於航太業、風電業、船舶業、能源業、油閥管筏業、電機馬達業...等產業,泛用性高,針對機匣、軸承、引擎、各式機械零組件、環件、馬達框、各式重型機具等加工產業,皆可採用。

上銀科技 Torque Motor 迴轉工作台採用水冷直驅式力矩馬達(DD 馬達),内置高剛性和高精度轉盤軸承、絕對式角度編碼器(光學尺、磁性尺)及強力制動器(煞車系統)。

HIWIN 上銀科技,從元件到系統,從關鍵零組件到整合方案,致力於智慧製造的創新與永續發展。本影片呈現 HIWIN 產品於五大產業的應用場景,展現我們的核心價值:「機電整合解決方案」、「全球布局在地服務」、「綠色智造永續發展」。
📌 五大產業應用:
🔹 半導體產業:HIWIN專為半導體製程開發的產品包含STAGE平台、EFEM模組與晶圓機器人,具備奈米級穩定性,支援Class 1潔淨室環境,並可依客戶需求進行高度客製化設計,協助提升製程精度與效率。
🔹 自動化產業:機器人系列包含Scara、關節型與直角座標機器人,具備高速、高重複精度,並支援多種工業通訊協定。
🔹 工具機產業:智慧型滾珠螺桿與直驅式旋轉工作台,具備高加速度、高扭矩,有效降低停機風險,提升加工效率。
🔹 綠色能源產業:傳動元件如滾珠螺桿、直驅馬達與線性導軌,具備高負載能力、長壽命與高定位精度,支援太陽能與風電設備穩定運作。
🔹 醫療與生技產業:諧波減速機、滾珠花鍵與軸承,具備高重複精度、機電整合與緊湊設計,廣泛應用於手術機器人與精密檢測設備。
🌍 全球佈局: HIWIN 擁有 12 個子公司,服務遍及 80+ 國家,超過 300 個經銷與服務據點,成為全球客戶值得信賴的技術夥伴。
🔗 了解更多 HIWIN: 官網|https://www.hiwin.tw
#HIWIN #上銀科技 #智慧製造 #半導體 #自動化 #綠能 #工具機 #醫療生技 #精密傳動 #ESG #永續發展 #mechatronics #EFEM # i4.0BS #全球佈局 #台灣品牌 #精密機械
本網站使用瀏覽器紀錄提供最好的體驗。相關資訊請瀏覽我們的隱私權政策。
